




В настоящее время в мире современного бизнеса в условиях жесткой рыночной конкуренции к числу наиболее актуальных проблем швейных предприятий относятся эффективность технологических процессов и качество выпускаемых изделий. Успешное решение данных вопросов в первую очередь связано с внедрением новых технологий и оснащением технологических процессов изготовления швейных изделий современным высокопроизводительным оборудованием.
Швейное машиностроение относится к быстроразвивающимся отраслям, потребляющим высокие технологии, благодаря чему появление нового оборудования для предприятий, выпускающих швейные изделия, неизбежно.
В настоящее время промышленные швейные предприятия и предприятия бытового обслуживания населения располагают большим разнообразием швейного оборудования, которое обладает расширенными технологическими возможностями. Оборудование швейного производства чрезвычайно разнообразно по номенклатуре из-за различий выполняемых швейными машинами технологических операций и в зависимости от конструкции машин и принципов управления ими. Регулировка механизма перемещения материала в швейных машинах фирмы Juki (Япония), производится следующим образом.
Перемещение материала нижней рейкой 11 (рис. 1) регулируется поворотом рычага 1 после ослабления гайки 2. Если поворачивать его против часовой стрелки (если смотреть с фронтальной стороны машины), то перемещение увеличится. Перемещение материала верхней рейки 36 регулируется поворотом рычага 5 после ослабления гайки 3. При его повороте против часовой стрелки перемещение рейки 36 увеличится. Чтобы закрепить строчку, работающий отводит рукоятку 4 вниз.
Высота подъема нижней рейки 11 регулируется поворотом коромысла 10 после ослабления винта 9. Зубцы рейки должны подниматься над уровнем игольной пластины на высоту 1 мм. Местоположение зубцов рейки 11 в прорезях игольной пластины регулируется поворотом коромысла 14 после ослабления стягивающего винта 13, если рейку 11 нужно переместить поперек платформы машины. При необходимости перемещения рейки 11 вдоль платформы ослабляют винты 9 и 13 и коромысла 10 и 14 вместе с рычагом 12 перемещают вдоль валов 8, 15.
Высота подъема верхней рейки 36 и лапки 34 регулируется перемещением винтовой шпильки 26 по прорези коромысла 27. Если винтовую шпильку 26 вместе с передней головкой шатуна 24 опускать, то вертикальные перемещения верхней рейки 36 и лапки 34 возрастут. Своевременность вертикальных перемещений верхней рейки 36 и лапки 34 регулируется поворотом главного вала после ослабления винтов 23 эксцентрика 22. Положение верхней рейки 36 относительно лапки 34 регулируется поворотом коромысла 29 после ослабления стягивающего винта 28. Положение лапки 34 по вертикали относительно верхней рейки 36 регулируется вертикальным перемещением стержня 18 после ослабления винтов 19, 17 муфты 16.
Положение верхней рейки 36 относительно лапки 34 в направлении поперек платформы машины регулируется поворотом рамки 32 после ослабления винта 30 коромысла 31. Положение верхней рейки 36 по вертикали относительно лапки 34 и параллельность их рожков регулируются вертикальным перемещением верхней рейки 36 вдоль стержня 33 или поворотом рейки 36 после ослабления винта 35.
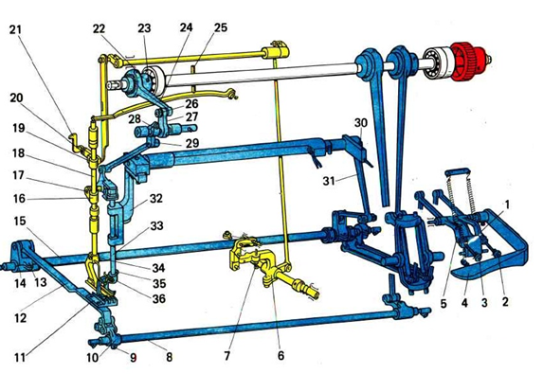
Рис. 1. Конструктивная схема механизма перемещения материала
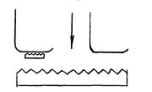
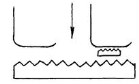
Качество пошива изделий, производительность машины, трудоемкость и эксплуатационные расходы во многом зависят от механизмов, подающих изделия в процессе обработки. Типы механизмов транспортирования.В швейных машинах применяются в основном три типа механизмов транспортирования ткани: зубчатая рейка, рифленый ролик и зубчатая рейка, рифленый ролик и нижнее транспортирующее кольцо.
Транспортирование ткани рейкой осуществляется за счет сил сцепления зубцов рейки с материалом и прижима материала верхней подпружиненной лапкой или роликом. Материал рейки обычно захватывается зубцами при каждом обороте главного вала, поэтому полуфабрикат движется прерывисто. Качество строчки, а, следовательно, и качество изделия во многом зависят от оснащенности швейной машины специальными приспособлениями и от квалификации работницы. Транспортирование рифлеными (зубчатыми) роликами применяется в основном для сшивания деталей из кожи при этом ролик может получать прерывистое вращательное движение, а если транспортирование осуществляется роликом и нижним транспортирующим кольцом, то они вращаются непрерывно (Рис. 2).
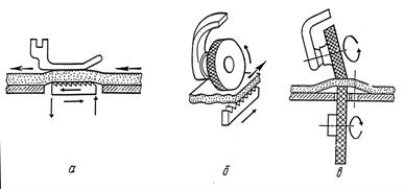
Рис. 2. Механизмы транспортирования сшиваемых деталей: а — реечный с лапкой; б –реечный с роликом; в — с роликом и нижним транспортирующим кольцом
Механизмам реечной подачи ткани предъявляются следующие требования:
- Транспортирование должно происходить с наименьшими отклонениями от заданной величины и завершаться при определенных углах поворота главного вала. Желательно, чтобы подача ткани начиналась после затяжки стежка и заканчивалась перед началом входа иглы в материал. При этом угол рабочего хода рейки получился бы равным 50–60°. Однако в существующих машинах эта величина составляет примерно 110°. Таким образом, затяжка стежка происходит после того, как ткань продвинута на большую часть шага стежка, и отверстие в ткани смещено относительно отверстия в игольной пластине. Это увеличивает натяжение нити при вытягивании ее из челночного комплекта, а следовательно, и возможность ее обрыва. Кроме того, участок ткани с незатянутым стежком может оказаться зажатым между лапкой и игольной пластиной, и нитепритягиватель не затянет этот стежок, а произведет сматывание с катушки дополнительной нитки. Машина будет «петлять снизу».
- Для уменьшения инерционных нагрузок в момент подачи изделий ускорения зубчатой рейки должны быть минимальными и меняться плавно, без рывков. Желательно, чтобы направление горизонтальных составляющих ускорений зубцов рейки не совпадало с направлением движения материала. В этом случае силы инерции подаваемого изделия будут способствовать его продвижению.
- Зубцы рейки не должны оставлять заметных следов на изделии и не разрушать ткань при транспортировании. Профиль зубцов и их высота подбираются в зависимости от вида физико-механических свойств ткани. Внедрение зубцов рейки в материал во многом зависит от давления прижимной лапки, которое регулируется специальным винтом или гайкой.
В механизме транспортирования должен быть предусмотрен регулятор шага стежка. В универсальных машинах шаг строчки регулируется в пределах 1–5 мм. В машинах тяжелого типа шаг стежка может изменяться до 10–12 мм. В некоторых машинах предусмотрена обратная подача ткани для выполнения закрепочных стежков.
Наиболее широко распространены реечные механизмы: рейка и прижимная лапка. Рейки могут быть 2-х ручьевые для легких и средних материалов и 3–4-х ручьевые, которые используются в двухигольных машинах и при большом расстоянии между иглами. Лапка обычно повторяет форму рейки.
Величина усилия прижима лапки к рейке выбирается из следующих соображений: с одной стороны необходимо обеспечить постоянный контакт лапки и рейки при перемещении материала, но с другой стороны чрезмерное увеличение силы прижима может привести к необратимой деформации материала, к увеличению сил, действующих в шарнирах механизма, а значит к преждевременному износу механизма. Неправильный выбор усилия прижима может привести к изменению величины стежка при различных скоростях работы машины. Важным фактором работоспособности машины является траектория движения зубьев рейки. Наиболее распространенной является элипсообразная траектория. Вследствие неравномерности скорости рейки при перемещении материала может привести к посадке ткани. Поэтому более предпочтительна прямоугольная траектория движения рейки. Однако на высоких скоростях возникают большие силы инерции, следовательно, это приводит к вибрации и износу механизма. Поэтому оптимизируют траекторию движения, приближая её верхний участок к прямолинейной.
Для устранения посадки относительно жестких материалов используют механизм с отклоняющейся иглой, которая движется синхронно с материалом и препятствует сдвигу слоев. Для эластичных нежёстких материалов этот метод не годится. Для таких материалов используют дифференциальный механизм с двумя рейками при стачивании без посадки. Например, машина Juki HZL E40.
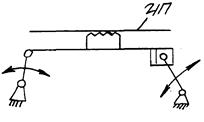
Подобный механизм можно использовать и для присборивания материала, например в машинах цепного стежка. Если необходимо присборить только один слой материала, то в механизм вводится разделительная пластина. Наиболее рациональным, но и более сложным является механизм с верхней и нижней рейками, которые зажимают материал и синхронно двигаясь, перемещают его. Такой механизм позволяет без посадки перемещать трудно транспортируемые материалы.
Можно выделить два типа таких механизмов:
1) тянущий механизм, в котором верхняя рейка находится за иглой (для стачивания жестких, тяжелых материалов);
2) толкающий механизм, в котором верхняя рейка перед иглой (для стачивания легко деформируемых материалов или деталей, выполненных под углом к нити основы).
Имеются механизмы с двумя рейками и отклоняющейся иглой, например в машине Juki HZL E40. Применяются для сложных операций, например окантовывание деталей.
Имеется три способа регулирования величины стежка:
‒ изменение длины ведомого или ведущего рычага механизма или эксцентрика;
‒ изменение траектории движения ведомого звена регулятора за счет изменения положения подвижной опоры этого звена. Это самый распространенный механизм в скоростных машинах;
‒ изменение угла между осью звена, совершающего сложное плоско-параллельное движение, и направляющей этого звена.
Литература:
- Чупрова О. В. Оборудование швейного производства. Курс лекций. Благовещенск. Издательство АмГУ. 2012.
- www.studopedia.su/13_103102_mehanizmi-peremeshcheniya-materiala.html.
- Оборудование швейного производства. www.vvsu.ru/.../958870F0-F950–4072–9534–6327B7D54527.pdf
