




Рассмотрено современное состояние вопроса проектирования, изготовления и монтажа судовых трубопроводов. Представлен обзор исследований в области компенсации отклонений трубопроводных трасс. Рассматривается проблема повышения технологичности трубопроводов судовых систем на стадии проектирования с обеспечением возможности изготовления труб без снятия размеров по месту и ее решение в рамках исследований взаимосвязи конфигурации и компенсационных возможностей трубопроводных трасс. Предлагаемая разработка позволяет на стадии проектирования управлением и снижением возможных отклонений, возникающих при изготовлении труб, минимизировать зазоры, назначаемые при трассировке трубопроводов.
Ключевые слова: судовые трубопроводы, проектирование, изготовление, монтаж, теория компенсации.
Введение. Технология производства большинства элементов судовых систем излагается в детально разработанных курсах: технологии изготовления машин, теплообменных аппаратов, измерительных приборов и т. д. В данном исследовании рассмотрена технология производства судовых трубопроводов с позиции изготовления и монтажа труб в трассах трубопроводов.
Трудоемкость изготовления трубопроводов и монтажа систем на судах составляет до 10–12 % общей трудоемкости работ на верфи [1]. Технология трубопроводных работ характеризуется большим разнообразием операций и невысоким уровнем механизации. Это производство требует большой и сложной подготовки.
В связи с вышеизложенным важнейшей тенденцией современного судостроения является повышение эффективности производства путем внедрения новых технологий изготовления труб по проектной информации без пригонки по месту. Наличие в проектной документации достаточной информации для изготовления и монтажа труб позволяет совместить работы по постройке судна и сократить сроки выполнения судостроительных заказов. Кроме того, создаются предпосылки для формирования региональных центров, работающих в автоматизированном режиме изготовления труб.
С целью разработки альтернативных путей компенсации в [2] выдвинута и обоснована гипотеза о взаимосвязи конфигурации и компенсационных возможностей проектной трассировки трубопроводов. Её основополагающей идеей является использование прямых и параллельных участков с соединениями труб для перемещений трассы трубопровода. Это позволит компенсировать суммарные отклонения жестко фиксированных соединений, ограничивающих данную трассу, а также погрешности изготовления и монтажа труб, что обеспечит собираемость трассы без изменения конфигурации готовых труб.
Компенсационные возможности параллельных участков в трассах трубопроводов. Исследования компенсационных возможностей проектной трассировки трубопроводов связаны с формированием нового концептуального подхода и разработкой методов компенсации отклонений при монтаже систем трубопроводов с использованием разворотов труб и особенностей их конфигурации, направленных на повышение эффективности трубопроводных работ и снижение сроков монтажных процессов.
В результате, при монтаже трассы из готовых труб, приведение рассматриваемой (конечной) точки оси трубопровода к допускаемым монтажным отклонениям будет осуществляться перемещением трассы трубопровода путем разворотов труб в соединениях, расположенных на параллельных участках трассы.
Для графического представления, на рис. 1 изображена схема трассы в процессе компенсации отклонения k.
При развороте трассы вокруг оси её первого участка (1–2) рассматриваемая (конечная) точка трассы (5) перемещается по дуге окружности радиусом R1 (R1 — это перпендикуляр из конечной точки трассы на направление первого участка) на величину, равную дуге соответствующего угла разворота. Если в трассе имеется участок, параллельный первому, то после разворота части трассы, расположенной за вторым параллельным участком (3–4), на тот же угол, но в обратном направлении, конечная точка трассы переместится по дуге окружности радиусом R2 (R2 — это перпендикуляр из конечной точки трассы на направление второго параллельного участка). Все участки этой части трассы останутся параллельными своему первоначальному направлению. В результате этих двух разворотов положение конечной точки оси трубопровода будет соответствовать результату её перемещения по дуге окружности радиусом R3 (R3 — это перпендикуляр (кратчайшее расстояние) между двумя параллельными участками), образованной перемещением второго параллельного участка относительно первого.
Таким образом, чтобы компенсировать отклонение k разворачивают второй параллельный участок относительно оси первого, на такой угол, чтобы ось второго параллельного участка переместилась на величину k. Затем возвращают часть трассы, расположенную за вторым параллельным участком, на тот же угол, но в обратном направлении.
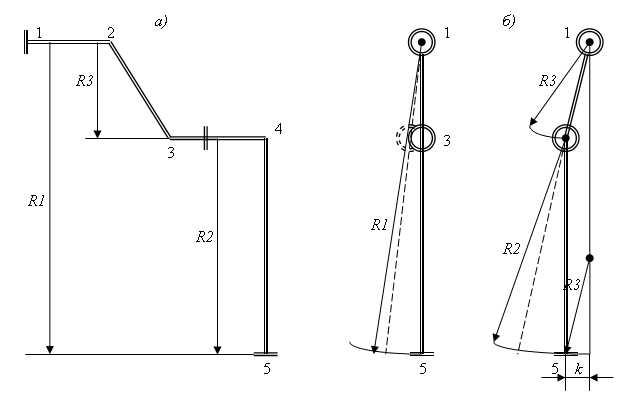
Рис. 1. Графическое представление процесса компенсации: а) трасса в двух видах до первого разворота; б) трасса после второго разворота
По результатам теоретических расчётов и экспериментального подтверждения трассы, в зависимости от их компенсационных возможностей, разделены на три группы:
- трассы, допускающие возможность полной компенсации с использованием параллельных участков (нет забойных труб);
- трассы, допускающие возможность компенсации с использованием параллельных участков и дополнительным припуском (достаточно прямой забойной трубы с расчётным припуском);
- трассы, допускающие возможность компенсации с использованием параллельных участков и двумя дополнительными припусками (достаточно забойной трубы с одним погибом).
В подавляющем большинстве трасс судовых трубопроводов имеются параллельные участки, и при правильной расстановке соединений возможно перемещение трассы в процессе монтажа труб с целью приведения рассматриваемой (конечной) точки оси трубопровода (точки трассы) к точке жёстко фиксированного соединения (точке компенсации) и совмещения направлений рассматриваемого (конечного) прямого участка трассы и нормали плоскости жёстко фиксированного соединения [1–3].
Данный метод повышает эффективность трубопроводных работ, снижая трудоёмкость и сроки монтажных процессов.
Компенсационные возможности прямых труб втрассах трубопроводов. Помимо трасс, составляющих из параллельных трубопроводов, где использование компенсационных возможностей таких участков позволяет изготовлять забойные трубы без снятия размеров на месте, в проектах судов существуют прямые трассы и трассы с одним погибом. В настоящее время проблема компенсации отклонений в таких трубопроводах решается следующим образом. Фактически прямые трассы монтируются, а отклонения устраняются с помощью механического воздействия, образуя недопустимые напряжения в соединениях; при этом неперпендикулярность установки соединений на прямой забойной трубе обычно превышает регламентируемые значения [3].
На рис. 2 показана трасса, состоящая из четырёх прямых труб 1–4, ограниченная жёстко фиксированными соединениями I, II. Взаимное расположение этих соединений отличается от теоретического на величины отклонений ∆X, ∆Y, ∆Z. По действующим требованиям к технологичности трубопроводов для компенсации отклонений в трассе, ограниченной жёстко фиксированными соединениями, требуется забойная труба [4]. Выбор забойной трубы в прямой трассе не является предметом сложного анализа — ей может быть любая труба, за исключением трубы 3, на которой имеется ответвление — отросток, что не допускается в забойной трубе [3]. В качестве забойной выбирается труба 4 — для монтажа трассы от приварной детали насыщения I, а не от оборудования II, которое устанавливается в процессе постройки судна позже, чем приварное насыщение (рис. 2).
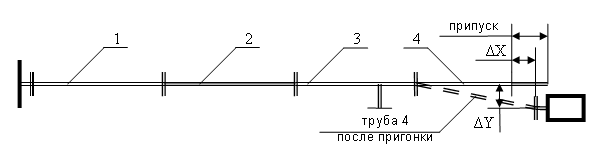
Рис. 2. Компенсация отклонений прямой трассы с использованием забойной трубы
Назначив на трубе 4 припуск, гарантировано устраняется отклонение трассы в направлении оси X. Отклонения ∆Y и ∆Z можно устранить, установив соединения, в процессе пригонки забойной трубы, с перекосом относительно её оси. Допустимый перекос регламентируется соответствующими нормативами и в угловых величинах определяется соотношением:
![]() (1)
(1)
где δ — величина отклонения соединений от перпендикулярности к оси трубы, d — диаметр уплотнительной поверхности соединения.
Необходимая для компенсации отклонения Δ прямой трассы трубопровода длина забойной трубы определяется соотношением:
![]() (2)
(2)
Так, для трассы из труб диаметром 76 мм: sinφ≤2/122. Необходимая длина прямой забойной трубы, которой можно компенсировать возникшее отклонение ΔY=100 мм путём установки соединений с допустимым перекосом, составит 6,1 м — это не реально. Длина забойной трубы обычно назначается в пределах 1,5–2,5 м, в зависимости от диаметра трубы: чем больше диаметр, тем короче труба. Такой принцип выбора длины обусловлен ограничением массы трубы, в связи с тем, что в процессе пригонки труб применяется ручной труб и с тяжёлыми трубами сложно работать. При длине трассы 2,5 м, состоящей из труб диаметром 76 мм, можно компенсировать отклонение не более 41 мм.
По результатам проведения аналогичных расчётов для труб разных диаметров установлено, что величины отклонений, которые можно компенсировать путём установки соединений с перекосом, находятся в пределах от 35 до 65 мм при длине трубы 2,5 м, что меньше величин возможных отклонений (до 100 мм). В результате, прямая труба, выбранная в качестве забойной в прямой трассе, ограниченной жёстко фиксированными соединениями, будет изготовлена с недопустимым перекосом соединений, и, как следствие, проектирование таких трасс недопустимо [3].
Для трасс с параллельными участками и прямыми трубами необходимо определить компенсационные возможности с учетом совместного влияния указанных особенностей конфигурации трубопровода.
Постановка задач диссертационного исследования. Сучетом вышеизложенного были определены задачи предстоящего диссертационного исследования:
исследовать влияние особенностей конфигурации (наличие взаимно параллельных и прямых труб) на компенсацию отклонений трасс трубопроводов;
разработать математическое описание компенсационных возможностей трасс трубопро-водов при совместном использовании параллельных участков и прямых труб;
создать расчетный программный комплекс для применения результатов исследований в автоматизированных (CAD/CAM) системах проектирования и технологической подготовки производства трубопроводов;
предложить методы повышения технологичности трубопроводов судовых систем.
Заключение. Решение поставленных задач по исследованию компенсационных возможностей проектной трассировки трубопроводов будет способствовать повышению эффективности судостроительного производства путем совершенствования технологий изготовления и монтажа труб, ориентированных на сокращение циклов постройки и снижение трудоемкости трубопроводных работ при выполнении судостроительных заказов.
Литература:
- Сахно К. Н. Преимущества использования взаимно параллельных участков трубопровода при проектировании труб, проходящих под зашивкой судовых помещений / К. Н. Сахно, Во Чунг Куанг // Вестн. Астрахан. гос. техн. ун-та. Сер.: Морская техника и технология. 2014. № 2. с. 99–104.
- Сахно К. Н. Научные основы повышения технологичности трубопроводов судовых систем на стадии проектирования: дис.... д-ра техн. наук / К. Н. Сахно. Астрахань, 2012. 353 с.
- ОСТ 5.95057–90.Системы судовые и системы судовых энергетических установок. Типовой технологический процесс изготовления и монтажа трубопроводов. — РТП НПО «Ритм».
- РД 5Р.0005–93. Системы судовые и системы судовых энергетических установок. Требования к проектированию, изготовлению и монтажу труб по эскизам и чертежам с координатами трасс трубопроводов. СПб.: ЦНИИТС.
