




Оптимизация технологического процесса изготовления коллектора электрических машин
Авторы: Дуюн Татьяна Александровна, Гринек Анна Владимировна
Рубрика: 7. Машиностроение
Опубликовано в
международная научная конференция «Технические науки: теория и практика» (Чита, апрель 2012)
Статья просмотрена: 678 раз
Библиографическое описание:
Дуюн, Т. А. Оптимизация технологического процесса изготовления коллектора электрических машин / Т. А. Дуюн, А. В. Гринек. — Текст : непосредственный // Технические науки: теория и практика : материалы I Междунар. науч. конф. (г. Чита, апрель 2012 г.). — Чита : Издательство Молодой ученый, 2012. — С. 93-96. — URL: https://moluch.ru/conf/tech/archive/7/2101/ (дата обращения: 20.04.2024).
Коллекторные электрические машины находят свое применение в различных отраслях и сферах: в металлургической, горнодобывающей, строительной, автомобильной промышленности, на железнодорожном и городском транспорте, в качестве приводов различных транспортных средств, разнообразных устройств и механизмов, в бытовых и промышленных электроприборах. Коллектор (рис.1.) является наиболее сложным и ответственным звеном электрической машины, определяя надежность и ресурс работы этого класса машин. Это связано с особенностями конструктивного исполнения, сложным напряженно-деформированным состоянием в условиях эксплуатации и жесткими требованиями, предъявляемыми к качеству рабочей поверхности для обеспечения благоприятных условий работы скользящего контакта.
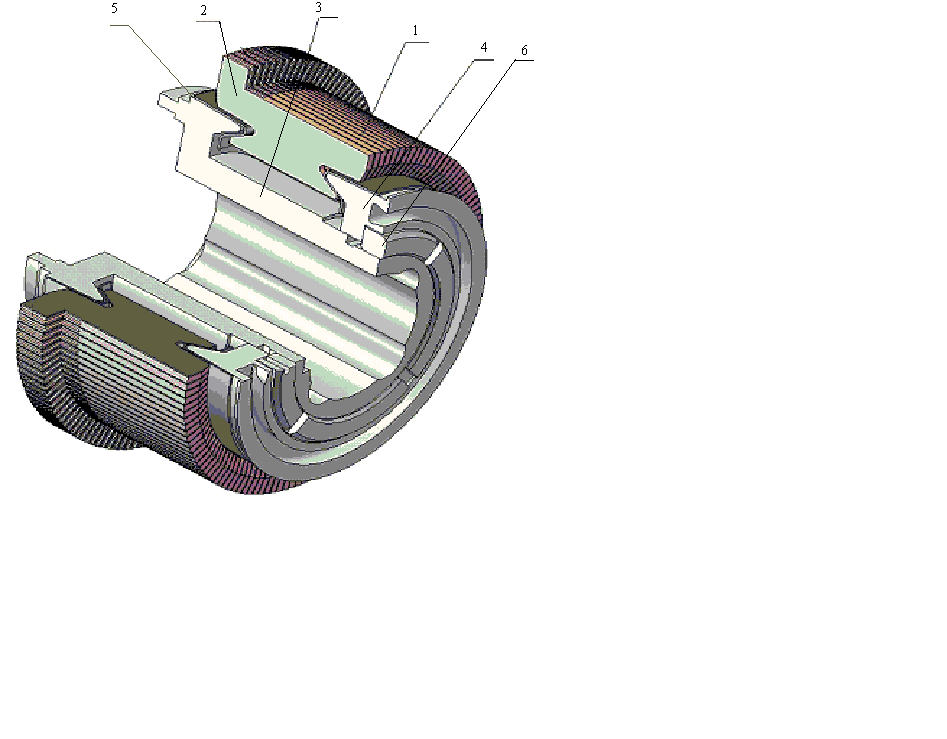
Рис. 1. Конструкция коллектора электрической машины: 1 – коллекторная пластина;
2 – изоляционная прокладка; 3,4 – передний и задний нажимные конусы;
5 – изоляционная манжета, 6 – гайка
Надежность и качество работы коллекторного узла во многом определяются технологией его изготовления, являющейся наиболее дорогостоящим и длительным этапом при производстве электрических машин. Традиционная технология имеет ряд недостатков и существенный резерв повышения эффективности, который может быть обеспечен за счет использования научно обоснованных технологических режимов и оптимизации технологического процесса.
В соответствии с вышеизложенным разработана методология оптимизации технологического процесса изготовления коллектора электрических машин, целью которой является технологическое обеспечение заданных значений вектора показателей качества при наименьших затратах труда и материальных ресурсов.
Разработанная методология включает следующие этапы:
– представление альтернативных вариантов структуры технологического процесса графом типа «дерево» (рис.2);
– формирование вектора выходных параметров качества изделия с учетом эксплуатационных характеристик и разработка модели изменения параметров качества в процессе выполнения операций с учетом технологической наследственности;
– обоснование технологических параметров выполняемых операций с учетом эксплуатационных нагрузок;
– формирование систем математических выражений (ограничений), отображающих взаимосвязь обеспечиваемых параметров качества при выполнении отдельных операций с технологическими параметрами, используемыми в качестве управляющих воздействий: допустимых параметров вибраций на токарных операциях, монолитности и точности формы, микрорельефа поверхности на токарных операциях, выходных параметров качества на финишной операции поверхностного пластического деформирования;
– назначение целевой функции и вида ее экстремума;
– оптимизационное решение с использованием метода динамического программирования.

Рис. 2. Граф структурных вариантов технологического процесса изготовления коллектора: E – вектор конечных показателей качества; Ei – вектор показателей качества на i-той технологической операции
Каждый структурный вариант технологического процесса (рис.2) имеет различную производительность и себестоимость и характеризуется особой последовательностью изменения показателей качества. Целью является выбор очередности и содержания технологических операций, обеспечивающих заданные параметры качества при наименьших затратах труда и материальных ресурсов.
В качестве целевой функции принят комплексный показатель, учитывающий как производительность, так и себестоимость – суммарные затраты на реализацию технологического процесса:
![]() ,
(1)
,
(1)
где З – полные затраты, руб.; i – количество операций технологического процесса; Сi – приведенная стоимость выполнения i-той операции технологического процесса, включающая все текущие затраты, руб./мин; Пi – продолжительность проведения i-той операции технологического процесса.
В качестве метода оптимизации использован алгоритм динамического программирования Беллмана в дискретной форме, который представляет собой особый математический метод, специально приспособленный к многошаговым операциям. Каждый шаг оптимизируется с учетом всех его последствий в будущем, позволяя сократить число возможных вариантов перебора с использованием правила доминирования, подразумевающего сравнение вариантов будущего развития на каждом этапе и исключения бесперспективных вариантов. Рекуррентное выражение, используемое для решения оптимизационной задачи на i-том этапе, имеет вид:
![]() ,
i
=1, 2, …, n,
,
i
=1, 2, …, n,
где Зi(xi) – затраты на проведение i-той операции, руб.; Зi+1(xi+1) – суммарные затраты на проведение всех последующих за i-той операций, руб.;
Особенностью разработанной методологии является сочетание структурной и параметрической оптимизации с учетом условий эксплуатации и технологической наследственности. Структура технологического процесса формируется одновременно с содержанием операций. Технологические условия проведения операций оптимизируются методом линейного программирования при введении систем ограничений, обеспечивающих заданные значения параметров качества. Входными параметрами являются параметры качества, полученные на предшествующей операции и исходные условия проведения выполняемой операции, например, параметры металлорежущего оборудования, оснастки, режущего инструмента и др, управляемыми параметрами – режимы резания, выходными – параметры качества, получаемые после проведения выполняемой операции. Использование параметров качества, полученных на предшествующей операции, в качестве входных параметров управления технологической операцией позволяет учесть технологическую наследственность.
В систему ограничений для токарных операций входят: выражения, устанавливающие связь между получаемой шероховатостью поверхности и технологическими режимами; выражения, характеризующие силовые и энергетические характеристики процесса точения; выражения, обеспечивающие допустимые параметры вибраций; обеспечиваемые значения параметров качества и предельные значения технологических режимов; выражения, определяющие достигаемую точность формы обрабатываемой поверхности
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
(2)
,
(2)
![]() ,
,
![]() ,
,
![]()
где Δи, Δуст, Δу.д., Δт.д., Δг – соответственно погрешности износа режущего инструмента, установки заготовки, упругих и тепловых деформаций технологической системы, геометрических неточностей оборудования, мкм; Δу.д./ – погрешность формы, полученная на предшествующей операции, мкм; jc, jcуп, jп.б., jз.б. – соответственно суммарная жесткость технологической системы, жесткости суппорта, передней и задней бабки; Dк – диаметр коллектора, мм; l – длина обработки, мм; И0 – удельный износ инструмента, мкм/км.
Система ограничений для операции обкатывания имеет вид
![]()
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,![]() ,
,
![]() ,
,
![]() ,
,
![]() , (3)
, (3)
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
![]() ,
,
![]() ,
,
![]() .
.
где Raзад – заданное значение шероховатости поверхности; r – профильный радиус ролика, мм; Dр, – диаметр ролика, мм; na, nb – коэффициенты формы контакта; P – усилие обкатывания, Н; μр, μк, Eр, Eк – коэффициенты Пуассона и модули упругости материалов ролика и коллектора соответственно; Nзад – заданное количество циклов обкатывания; hзад – заданная глубина упрочненного слоя; vmin, vmax, smin, smax, Pmin, Pmax, – соответственно минимально и максимально допустимые значения скорости обкатывания, подачи и усилия обкатывания.
В систему входят обеспечиваемые параметры качества, геометрические и физико-механические параметры обрабатываемого изделия и накатного инструмента, допустимые интервалы изменения технологических режимов, функции параметров качества, выраженные через технологические режимы. При необходимости в систему могут быть включены и другие ограничения.
При использовании разработанного алгоритма оптимизации для коллектора электродвигателя ДПЭ-52 (рабочий диаметр 250 мм) получены следующие результаты: сокращение затрат за счет исключения кругло-шлифовального станка и повышения стойкости накатного инструмента по сравнению с абразивным в 15 раз; сокращение времени за счет исключения операции получистового точения, совмещения операций чистового точения и обкатывания, исключения селективной сборки при обосновании точности изготовления коллекторных пластин, обоснования времени технологического нагрева; сокращение основного времени выполнения финишной операции в 7 раз при замене шлифования на обкатывание и основного времени выполнения операции чистового точения в 15 раз за счет изменения обеспечиваемой шероховатости и режимов резания с Ra1,25, s=0,05 мм/об, v=80 м/мин, r=1,5 мм на Ra1,6, s=0,2 мм/об, v=310 м/мин, r=3 мм; уменьшение погрешности износа инструмента в 4 раза с 15,4 мкм до 3,85 мкм (инструментальный материал ВК3).
Литература:
Технологическая наследственность в машиностроительном производстве / А.М. Дальский, Б.М. Базров, А.С., Васильев и др.; Под ред. А.М. Дальского. М.: Изд-во МАИ, 2000. – 364 с.
Технологические основы управления качеством машин / А.С. Васильев, А.М. Дальский, С.А. Клименко, Л.Г. Полонский, М.Л. Хейфец, П.И. Ящерицын. М.:Машиностроение, 2003. 256 с., ил
Похожие статьи
Этапы технологического процесса изготовления швейных...
Технологический процесс изготовления швейного изделия — это система взаимодействия средств труда и предметов труда, приводящая к получению готового изделия.
Нормирование технологических операций изготовления детали
Техническое нормирование труда имеет своей целью установление норм затрат рабочего времени на производство единицы продукции или норм производства изделий в единицу рабочего времени в условиях наиболее полного использования имеющейся техники и...
Экономическое обоснование технологий изготовления труб...
Технологический процесс изготовления судовых трубопроводов можно разделить на две группы операции. Первую, удельное значение которой достигает 50–60 %, составляют операции по трассировке трубопроводов, изготовление шаблонов...
Человеческий фактор как важнейший элемент управления...
Необходимо отметить, что технологический процесс ВиО — это сложная динамическая система, элементы которой находятся в постоянном движении и изменении, что усложняет прогнозирование результатов обработки, в том числе и с точки зрения надежности процесса.
Разработка системы управления процессом дробления карбида...
Встатье рассмотрены технологические особенности процесса дробления карбида кремния и приведены варианты систем регулирования параметрами процесса. Ключевые слова: технологический процесс, карбид кремния, регулирование температуры.
Перспективная система контроля технологического процесса...
Система контроля технологического процесса должна быть проста в эксплуатации, удобной в обслуживании и эффективно контролировать процесс сепарации картофелеуборочной машины.
Технологический процесс изготовления швейного изделия...
Разработка программного модуля автоматизированной системы... Технологический процесс изготовления швейного изделия (ТПШИ) представляет собой целостную сложную систему, разделённую на этапы, блоки, группы операций, методы.
Учебные информационные модели технологических процессов...
Нормирование технологических операций изготовления детали. Основное (технологическое) время (tосн) — время, в течении которого непосредственно осуществляется технологический процесс (изменение формы, поверхности размеров обрабатываемой детали и т. д...
Проектирование технологии изготовления корпуса насоса
Нормирование технологических операций изготовления детали. Основное (технологическое) время (tосн) — время, в течении которого непосредственно осуществляется технологический процесс (изменение формы, поверхности размеров обрабатываемой детали и т. д.).
Похожие статьи
Этапы технологического процесса изготовления швейных...
Технологический процесс изготовления швейного изделия — это система взаимодействия средств труда и предметов труда, приводящая к получению готового изделия.
Нормирование технологических операций изготовления детали
Техническое нормирование труда имеет своей целью установление норм затрат рабочего времени на производство единицы продукции или норм производства изделий в единицу рабочего времени в условиях наиболее полного использования имеющейся техники и...
Экономическое обоснование технологий изготовления труб...
Технологический процесс изготовления судовых трубопроводов можно разделить на две группы операции. Первую, удельное значение которой достигает 50–60 %, составляют операции по трассировке трубопроводов, изготовление шаблонов...
Человеческий фактор как важнейший элемент управления...
Необходимо отметить, что технологический процесс ВиО — это сложная динамическая система, элементы которой находятся в постоянном движении и изменении, что усложняет прогнозирование результатов обработки, в том числе и с точки зрения надежности процесса.
Разработка системы управления процессом дробления карбида...
Встатье рассмотрены технологические особенности процесса дробления карбида кремния и приведены варианты систем регулирования параметрами процесса. Ключевые слова: технологический процесс, карбид кремния, регулирование температуры.
Перспективная система контроля технологического процесса...
Система контроля технологического процесса должна быть проста в эксплуатации, удобной в обслуживании и эффективно контролировать процесс сепарации картофелеуборочной машины.
Технологический процесс изготовления швейного изделия...
Разработка программного модуля автоматизированной системы... Технологический процесс изготовления швейного изделия (ТПШИ) представляет собой целостную сложную систему, разделённую на этапы, блоки, группы операций, методы.
Учебные информационные модели технологических процессов...
Нормирование технологических операций изготовления детали. Основное (технологическое) время (tосн) — время, в течении которого непосредственно осуществляется технологический процесс (изменение формы, поверхности размеров обрабатываемой детали и т. д...
Проектирование технологии изготовления корпуса насоса
Нормирование технологических операций изготовления детали. Основное (технологическое) время (tосн) — время, в течении которого непосредственно осуществляется технологический процесс (изменение формы, поверхности размеров обрабатываемой детали и т. д.).




