




Предложен критерий упругопластического разрушения стальных труб большого диаметра при дефекте раскатной пригар. Результаты исследования могут быть использованы при диагностике причин разрушения стальных труб большого диаметра магистральных газонефтепроводов.
Ключевые слова: стальные сварные трубы большого диаметра, критическое давление разрыва трубы, модель упругопластической сплошной среды.
Статистика аварий газонефтепроводов. Среднее число инцидентов и аварий за 1999−2009 гг., приходящихся на 1000 км российских магистральных трубопроводов, составило 0,06 отказов в год. Основными причинами аварий в течение 2001–2006 гг. стали: внешние воздействия — 34,3 %, брак монтажно-строительных работ — 23,2 %, стресс коррозия (коррозийное растрескивание при напряжении) — 22,5 %, сталеплавильный брак металла и дефекты труб при их изготовлении — 14,1 %, ошибочные действия персонала — 3 %.
Ежегодно из-за стресс коррозии и усталостного разрушения от циклических перепадов внутритрубных давлений из нефтепроводов вытекает 10−15 млн т нефти из добываемых в России 305 млн т (≈ 4−5 %). Только от прямых потерь нефти экономический ущерб достигает 270 млн долл. в год. Плотность распределения дефектов стресс коррозии на магистральных нефтепроводах составляет 14,6 деф./км. Скорость стресс коррозии на их значительной части равна 0,2–0,5 мм/год, но имеет место и большая скорость − 0,8−1,16 мм/год. За 1991−2001 г. число аварий на газопроводах России по причине стресс коррозии было 22,5 % от общего числа аварий, а в 2000 г. − 37,4 %.
Производство труб большого диаметра по схеме JCOE. В отечественных магистральных трубопроводах используются трубы большого диаметра − прямошовные, двухшовные и спиральношовные (диаметром до 1420 мм) класса прочности до К65 различного способа изготовления. Новейшими мировыми инновационными технологиями производства прямошовных одношовных сварных труб большого диаметра 1020 мм, 1220 мм и 1420 мм из сталей класса прочностей К38−К65 и Х42−Х80, с толщиной стенки до 52 мм, длинной до 18 м и рабочим давлением до 22,15 МПа являются процессы по схеме JСОE, разработанные немецкой фирмой SMS MEER [1−42]. Технологии SMS MEER широко используют российские трубные заводы − АО «Выксунский металлургический завод», ЗАО «Ижорский трубный завод», ОАО «Челябинский трубопрокатный завод», а также заводы Германии, Китая и Индии.
Стресс коррозия металла стенок труб. Статистика аварий российских трубопроводов показывает, что стресс коррозия металла стенок труб в основном происходит именно на трубопроводах большого диаметра 700−1420 мм. Причем свыше 80 % разрушений трубопроводов с признаками стресс коррозии наблюдается на трубопроводах диаметром 1020–1420 мм.
Основной причиной коррозионно-механического растрескивания металла стенок труб является совместное действие трех факторов: 1) низкое сталеплавильное качество металла и заводские дефекты − большие остаточные напряжения, микротрещины и микрорасслоения металла после формовки трубной заготовки, гофры, риски, раскатные пригары, несплавления сварного шва и так далее; 2) наличие коррозионно-активной среды и ее доступ к поверхности металла; 3) многоцикловая усталость и разрушение металла от пульсаций внутритрубных рабочих давлений и гидроударов.
Производственные дефекты производства труб из стального листа. На отечественных нефтепроводах почти в два раза больше, чем в США и Европе, отказов из-за заводских дефектов и брака строительно-монтажных работ. Поэтому необходимо тщательно изучать причины известных случаев отказа трубопроводов из-за производственного брака.
Перед формовкой труб стальной лист правят на многороликовых листоправильных машинах [5–11]. Дефект образования гофра продольной кромки стального листа на кромкогибочном прессе изучался в работах [1, 2, 13–25], вредное влияние остаточных напряжений в стенке стального листа после трубоформовочного пресса на процесс экспандирования трубы − в [1, 2, 26], дефект «точка перегиба» при изгибе стального листа на трубоформовочном прессе − в [1, 2, 28], дефект несплавления сварного продольного шва при сборке трубы − в [1, 2, 12], процессы прокатки стального листа для производства труб — в [43–53].
Критерий упругопластического разрыва трубы при дефекте раскатной пригар. Раскатной пригар − дефект поверхности стального листа в виде тёмного пятна неправильной формы, образовавшийся от раската куска металла, приварившегося к слябу из-за нарушения технологии разливки или упавшего на поверхность листа при горячей прокатке.
Пусть p − внутреннее давление трубы; h и D − толщина стенки и внешний диаметр трубы (h << D), σв − предел прочности матала трубы; a, b и Δ − продольный и поперечный размеры раскатного пригара и глубина пригара в стенке трубы (Δ < h), φ − угол наклона «продольной оси» пригара к окружности поперечного сечения трубы (рис. 1).
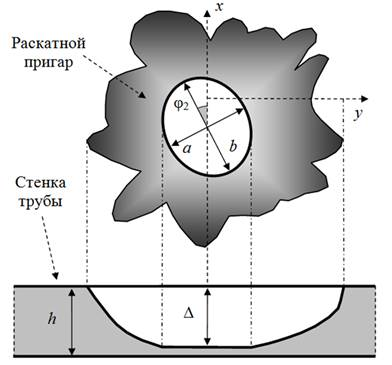
Рис. 1. Дефект раскатной пригар на внешней поверхности трубы
Под действием внутреннего давления металл стенки трубы в зоне дефекта раскатной пригар испытывает сложное сопротивление: окружное растяжение, радиальное сжатие и концентрацию напряжений. Внешняя стенка трубы разрушается, когда максимальные касательные напряжения достигают половины предела прочности σв. Разрушение стенки трубы при дефекте раскатной пригар происходит при достижении в трубе критического давления (критерий Шинкина разрушения труб при дефекте раскатной пригар):
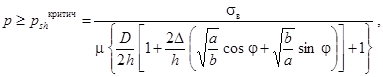
где μ = const ≥ 1 − экспериментальный безразмерный коэффициент.
Пример разрушения трубы газопровода. На рис. 2 показана разгерметизация стальной трубы газопровода с образованием сквозного дефекта. Геометрические и прочностные характеристики разорванной трубы: D = 720 мм, h = 11 мм, σв = 684 МПа, a = 20 мм, b = 25 мм, φ = 34,3о и Δ = 10 мм. Инцидент произошел при рабочем давлении pразрыва = 5,7 МПа. Применяя критерий разрыва трубы при дефекте раскатной пригар при μ = 1, получаем критическое давление разрыва трубы равно pshкритич = 5,94 МПа, (pshкритич − pразрыва)/pразрыва =4,2 %, что хорошо согласуется с эмпирическими данными разрыва реальной трубы.

Рис. 2. Дефект раскатной пригар разорванной трубы
Литература:
1. Шинкин В. Н. Механика сплошных сред для металлургов. — М: Изд. Дом МИСиС, 2014. — 628 с.
2. Шинкин В. Н. Сопротивление материалов для металлургов. — М: Изд. Дом МИСиС, 2013. — 655 с.
3. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. — М: Изд. Дом МИСиС, 2008. — 307 с.
4. Шинкин В. Н. Теоретическая механика для металлургов. — М: Изд. Дом МИСиС, 2012. — 679 с.
5. Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 8 (88). С. 344–349.
6. Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Молодой ученый. 2015. № 9 (89). С. 359–365.
7. Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 10 (90). С. 361–366.
8. Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMS Siemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
9. Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 12 (92). С. 356–361.
10. Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
11. Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
12. Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95).
13. Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110−112.
14. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
15. Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 7–11.
16. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
17. Шинкин В. Н., Коликов А. П. Упругопластическое изменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53–56.
18. Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528–531.
19. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45–49.
20. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
21. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
22. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11–12. P. 833–840.
23. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
24. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61–66.
25. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
26. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
27. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
28. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
29. Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
30. Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMS Meer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 3 (74). Часть 1. С. 64–67.
31. Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 4 (75). Часть 1. С. 114–119.
32. Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 5 (76) Часть 1. С. 96–99.
33. Шинкин В. Н. Расчет усилий трубоформовочного пресса SMS Meer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 6 (77). Часть 1. С. 115–118.
34. Шинкин В. Н. Оценка усилий трубоформовочного пресса SMS Meer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 7 (78). Часть 1. С. 74–78.
35. Шинкин В. Н. Сила давления пуансона трубоформовочного пресса SMS Meer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 8 (79).
36. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
37. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте «раскатной пригар с риской» // Производство проката. 2012. № 12. С. 19–24.
38. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки горячекатаной рулонной полосы на пятироликовой машине линии Fagor Arrasate // Производство проката. 2013. № 9. С. 43–48.
39. Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. 2014. № 5. С. 7–15.
40. Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26–34.
41. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
42. Пермичев Н. Ф., Барыков А. М., Палева О. А. Управление инновационным потенциалом предприятия. — Нижний Новгород: Изд. ВВАГС, 2008. — 83 с.
43. Скороходов В. Н., Чернов П. П., Мухин Ю. А., Бельский С. М. Математическая модель процесса свободного уширения при прокатке полос // Сталь. 2001. № 3. С. 38−40.
44. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Нейтральные углы при прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2006. № 5. С. 2−6.
45. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Контактное давление при тонколистовой прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2007. № 2. С. 15−20.
46. Мухин Ю. А., Бельский С. М. О допустимости одного упрощения при анализе процесса несимметричной тонколистовой прокатки // Производство проката. 2007. № 7. С. 11−13.
47. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Энергетический баланс и величина нейтральных углов при прокатке в валках неравных диаметров // Производство проката. 2007. № 9. С. 15−18.
48. Бельский С. М., Мухин Ю. А. Нейтральные углы и контактное давление при тонколистовой прокатке со скоростной асимметрией // Производство проката. 2007. № 11. С. 13−17.
49. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 1 // Производство проката. 2007. № 12. С. 17−19.
50. Бельский С. М. Влияние формы эпюры переднего удельного натяжения на распределение давления прокатки и выходных напряжений по ширине полосы // Известия высших учебных заведений. Черная металлургия. 2008. № 1. С. 43–46.
51. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 2 // Производство проката. 2008. № 1. С. 21–24.
52. Бельский С. М. О некоторых эффектах применения осевой сдвижки рабочих валков // Производство проката. 2008. № 7. С. 21−24.
53. Бельский С. М., Мухин Ю. А., Мазур И. П. Теоретический анализ влияния натяжений на уширение металла при тонколистовой прокатке // Производство проката. 2008. № 11. С. 13–17.
