




В статье рассмотрен процесс разрушения твёрдых материала (горной породы) резцовым инструментом на различных стадиях стружкообразования (отделения элементов резцами) для условий адаптивного процесса резания. Сам процесс резания твёрдых материалов (горных пород) разделен на стадии, что позволяет более тщательно исследовать процесс взаимодействия резца с разрушаемым материалом.
Ключевые слова:адаптивный процесс; процесс резания; контактная прочность; разрушение материала; бурильная машина.
For mining and tunnel mining machines usually mining tool is used, which is considered to be a key element of mining machines’ executive body.
In rotary drilling, a drilling process is accompanied by interaction of the cutting material with a drilling capacity and cutting tool of a drilling machine is also an important component of the executive body.
The interaction of the cutting tool with the rock or other destructive material is characterized by loads on the cutting tool itself and the executive body of the machine.
Obviously, these loads must not destroy a mining cutting tool, but to ensure the effective destruction of the slaughter or destruction of an object (cutting).
It is known [1] that the load of the tool depends on:
- physical — mechanical characteristics of the material being destroyed;
- design and geometry of the cutting tool;
- the control method the cutting process.
Let us consider the process of cutting in adaptive management.
In adaptive interaction of cutting tool with any breakable material we mean a process of cutting as a relation among feeding and cutting when the energy supplied to the tool are self disposed inter perpendicular between components and it can determine the rock cutting as a component cut PZ and component supply Py [1]. It is understood that the tool moves toward the component pz, and is mechanically limited by other movements, except micro moving resulting backlash, bending holder, rigid support and guide.
Take a simplified working model of such interaction. As it is shown in Fig. 1.
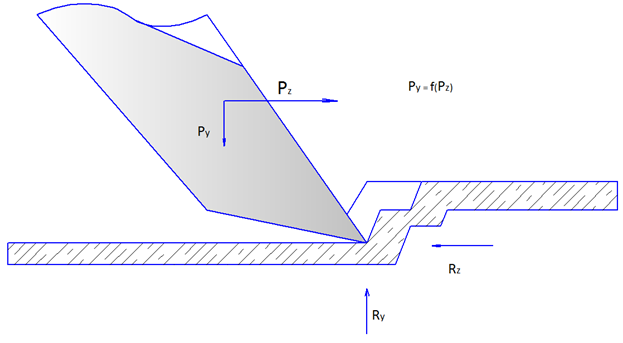
Fig. 1. The model of adaptive cutting process
For the analysis of the adaptive process a cutting time can be valued in the following way [1, 2].
1. The process of cutting rocks is accompanied by separation of elements in the array under the influence of the front face (surface) of the tool and the implementation of specific effects of crushing pressure from the back edge of the cutter.
2. When moving the tool along the cutting line, the separation of elements is occurred periodically and is usually preceded by a separation of a large element.
3. On the front face, especially in Ryazan having great depth of the chip seal forming the core particles of the crushed material.
4. The size and shape for separating elements depends on the conformity of cutting parameters its material characteristics and performance effeciency of the cutting tool.
5. The cutting process is characterized by the energy dissipation, the ability to deforming, its crushing and grinding disperse.
These features of the incisive destruction of materials, are characterized by its energy performance [3]. Minimizing the dissipation of energy input — it is the direction of optimum cutting conditions [4].
Even coal and other breeds could be anisotropic and orthotropic objects of destruction, the process of frequency chips can show a change in the ratio of Z \ Y, because material cutter with variable depth can be damaged. After having a cleavage of a large height to the front edge of the material can be reduced to zero at times. As the promotion of prescribed material is crushed and then separated to larger items. The frequency and alternating small and large chips for cutting rocks are random.
To describe adaptive cutting process, we can consider the phase failure P at various stages of separate elements:
Stage 1. Under the influence of the forces applied to the tool and its position in the cutting direction, can destroy material at voluminous voltage. The shape and intensity in static and in homogeneity the material is determined by the material and varying its deformability in the principal directions can be investigated in Z and Y, coinciding with the lines of respective components. As it is known [1], clapping, fracturing, fracture resistance by compression of separate real rocks to have a random orientation and is manifested in directions where Z and Y are different.
In the feed direction, the Y-axis cutter action can be described in half-flooded, and resistance of indentation is determined by the elastic — plastic properties (along the axis Y) and resistance to compression (along the axis Y) in other area. The physical processes characterizing the interaction tool and breed are studied for the power cut and forming the basic indicators of destruction strength of rocks. To demonstrate «contact strength» hardness is widely used to assess the strength properties of rocks. Feed force y may be expressed as:
Y = f1( ), (1)
), (1)
where — is a contact strength, modulus of elasticity, modulus of deformability, the projection area of a blunt tool in a plane perpendicular to the axis Y, respectively. The index at the given match performance in the direction of the axis is Y.
When cutting force and volume resistivity of the deformed material below the floor heating is largely determined by the size of the pad, the contact strength of the materials and does not depend on the angle of the front cutting edge angle (when the relief angle is constant) and as to a minor extent it is dependent on the clearance angle.
With adaptive cutting this specific pressure and deformation under the platform of cutting depends on optical phenomena can occur on the tool rake face. Indeed, for the condition РZ = РY.
Tension on the front face is oriented depending on the rake angle of cutting tensile strength and shear of elastic — plastic properties of the erodible material in a direction perpendicular to the front face.
Therefore, the force of resistance to movement of the cutter in the direction of the front face can be represented by a functional connection
 (2)
(2)
Or taking into account the friction resistance on the back side cutter
 (3)
(3)
A crucial factor is in the forming load on the front face and a phenomenon of separation. In the works by Professor EZ Pozina, Professor VI Soloda [4] This physical phenomenon got a special attention. It is the implementation of this type of damage determines the rate cut.
These factors interact in the given phase of the cutter to destroy the material on the back side, and the terms of the destruction to the front face of a moment is in equilibrium.
With adaptive cutting this equilibrium can be described by the following fundamental relationship Z1 = Y1
Y = f1( (4)
(4)
Where Z1, Y1 — are the instantaneous values of the components of the cutting force PZ and feed PY.
Stage 2: Move the direction of the cutting tool is crushing to the edge of the cutting edge, under the platform of bluntness, and perceives the resistant element of separating front edge material.
For all back faces of the tool, the side (if they come into contact) of the front — can see frictional resistance.
If the direction of the cutter movement can be close to critical for the separation (separation) of the element of the breed: elastic-plastic deformation of the maximum, the volumetric strain of the material in front edge is formed, the tensile stress σp shear stress τ is close to the limit. At the same time the direction of flow resistance force can form on the axis Y.
Further micro moving tool leads to a discontinuous process (phase 3), is described by three states:
A) f1( >
> (5)
(5)
B) f1( < (6)
C) f1( = (7)
Stage 3. The first state (A) meets the following physical phenomena in the destruction: the total manifestation of strength quality [ ], [
], [ ], [
], [ р], elastic — plastic deformations, the geometry of the tool and the friction forces were the result of the excess of the tensile strength of the front face of individual elements of destruction, while the contact pressure at a given point of a material, beneath the rear face of the tool that has not exceeded the limit value of the contact resistance.
р], elastic — plastic deformations, the geometry of the tool and the friction forces were the result of the excess of the tensile strength of the front face of individual elements of destruction, while the contact pressure at a given point of a material, beneath the rear face of the tool that has not exceeded the limit value of the contact resistance.
The second state (B) is characterized by excess specific pressure under the rear of the tool face contact strength degradable material. Cutter makes micro moving-axis Y, of blunt material lifting platform. This will be accompanied by an increase in micro moving wishing deformation fake to face with increasing values of the functions f1.
The third state (C) corresponds to the approach of the limit value for the front face and for the back side at the same time. Before the front edge peeling process occurs simultaneously with micro moving material in the feed direction, the magnitude of it may be more or less dependent on the functions f1, of a specific point of destruction.
Thus, the difference in fracture mechanics of classical incisive way of destruction the adaptive contrast involves cutting optimality of conditions of these kinds of cutting tool interaction to breakable material and the need for profound in-depth study of adaptive process of cutting.
References:
1. Резание угля // А. И. Берон, Е. З. Позин, В. А. Казанский и др. — М: Госготехиздат,1962. — 364 с.
2. Адаптивное управление процессом резания гонных пород. Лемешко М. А. монография / М. А. Лемешко; М-во образования и науки Российской Федерации, Гос. образовательное учреждение высш. проф. образования «Южно-Российский гос. ун-т экономики и сервиса» (ГОУ ВПО «ЮРГУЭС»). Шахты, 2010, 67с.
3. Первов К. М. Об энергетическом показателе для оценки качества горных машин // Повышение качества горного оборудования. — М.; МГИ,1988, — С. 57–60.
4. Некоторые новые закономерности процесса разрушения твёрдых материалов // В. И. Солод и др. — Сб. науч. трудов МГИ, 1974. — С. 4–18.
5. Солод В. И., Первов К. М. Некоторые новые закономерности процесса разрушения твёрдых материалов // Научные основы создания высокопроизводительных комплексов механизированнах шахт. — М.: МГИ, 1974. — С. 4–18.
6. Лемешко М. А., Волков Р. Ю. Использование метода электрогидравлической аналогии для моделирования работы адаптивной бурильной машины // Технико-технологические проблемы сервиса. 2014. № 3 (29). С. 62–65.
7. Лемешко М. А., Волков Р. Ю. Метод адаптивного процесса резания горных пород Актуальные проблемы гуманитарных и естественных наук. 2014, С. 46–50
