Рассмотрено современное состояние, особенности и тенденции мирового и отечественного рынка лома нержавеющей стали, передовые технологические решения, направленные на повышение степени извлечения вторичных металлов.
Ключевые слова: рынок нержавеющего лома, тенденции, технологии
Мировой, также как и отечественный рынок лома нержавеющих сталей, все более обособляется от остального рынка лома черных металлов, имеет свои тенденции и особенности. Преимущественное использование электрометаллургических процессов при производстве нержавеющих сталей предопределяет высокую потребительную стоимость лома нержавейки. Получение готового продукта из такого лома ведет к экономии электроэнергии по сравнению с плавкой чистых исходных компонентов — чугуна, кокса, губчатого железа, сокращая время плавки и увеличивая производительность плавильных агрегатов [1]. Рециклинг металлов является неотъемлемым элементом современного производства, ибо как обеспечивает устойчивое развитие промышленности в долговременной перспективе, так и отвечает возросшим экологическим требованиям [2].
Лом нержавейки оказывается крайне востребованным у металлургов и, поскольку объем производства нержавеющей стали интенсивно увеличивается, пользуется все возрастающим спросом на мировом рынке [3]. Выпуск нержавеющей стали в мире в 2014 г. вырос до нового исторического рекорда и достиг 41 млн. т, что на 7,8 % выше уровня 2013 года. По мировым оценкам, при изготовлении этого количества нержавеющей стали в год было использовано около 10 млн. т нержавеющего лома, иными словами — почти каждая пятая тонна такой стали в мире произведена из лома [4, 5].
Общий объем производства в 2014 г., выше, чем в прошлом году в ЕС, США, Японии и Тайване, но несколько ниже в Р. Корея. Производство во всех этих странах остается ниже пиковых цифр 2006 г. В то время как в КНР производство было устойчивым, с восходящим трендом. Доля нержавеющей стали в мире, производимой в КНР, увеличилась с 18,5 % в 2006 г., до 51 % в 2014 г., что в значительной мере определило и мировой рост.
Спрос в ЕС был сильным летом 2014 года, но затем стал снижаться в результате общего замедления экономики, ввиду введенных с Россией взаимных санкций. Тем не менее, производство, по итогам прошлого года, выросло на 6,4 %, до 7,6 млн. т (2014 г.). Экономический подъем в США продолжает набирать обороты. Производство нержавеющей стали составило 2,2 млн. т в 2014 г., что на 8,4 % больше, чем в 2013 году. В Японии производство нержавейки в 2014 г. достигло 3,37 млн.т, что на 6,3 % выше уровня 2013 г. С другой стороны в Южной Корее производство в 2014 г. сократилось на 1,6 %.
Неуклонный рост производства нержавеющей стали позволяет КНР все больше продукции отправлять на экспорт. Так, за первое полугодие 2014 года производство возросло на 21,2 % по сравнению с прошлым годом и составило 10,69 млн.т. потребление нержавеющей стали в КНР в течение первого полугодия 2014 года выросло лишь на 13,5 %, поэтому основной уклон при сбыте своей продукции китайские производители сделали на экспорте. Таким образом, экспорт нержавеющей стали из страны в первом полугодии 2014 года увеличился на 54,5 % и составил 1,95 млн. тонн.
Производство нержавеющей стали в значительной степени служит качественной характеристикой развития черной металлургии в стране. В настоящее время производить качественную нержавеющую сталь без современного высокотехнологичного оборудования невозможно [6, 7]. Конкурентоспособность производства определяет, прежде всего, достижение таких качественных показателей, как однородный химический состав и стабильность механических свойств при высоком качестве отделки поверхности готовой продукции.
Определяющими на рынке никельсодержащих сталей являются наиболее массовые конструкционные хромоникелевые стали группы 304 или Stainless steel 18/10 [3, 4]. С начала 21 века темпы роста мирового производства нержавеющей стали превышали как средние показатели по черной металлургии, так и ранее сделанные прогнозы развития, что вызвало рост потребности в скрапе и основных входящих в него компонентах — нержавеющем ломе, никеле и других легирующих элементах.
Сфера применения нержавеющих сталей в мировой экономике расширяется, прежде всего, в производстве товаров бытового назначения, металлопластиковых труб, баков и емкостей в строительстве, технологических и транспортных трубопроводах. В последние годы больше потребление нержавеющих сталей в криогенной технике, прежде всего, для сжижения природного газа (СПГ). Экспорт СПГ наращивается и в России и достиг по итогам 2014 г. весомых 12,2 млн.т.(+10,2 %).
Материальная база мировой металлургической промышленности оказалась не подготовленной к столь быстро увеличивающемуся спросу, прежде всего из-за отставания рудно-сырьевой базы в производстве никеля. Мировое производство основного дорогостоящего легирующего элемента — никеля в прошлом 2014 году составило 1,903 млн. т. Реализуемые ныне проекты по вводу новых мощностей добычи никелевой руды являются исключительно дорогостоящими. Практически на планете уже не остается удобных к разработке месторождений никеля.
«Норильский никель», крупнейший в мире производитель никеля и металлов платиновой группы. Однако и он встречается с трудностями добычи, обеднением добываемой в месторождениях руды. По итогам 2014 года объем производства никеля снизился на 4 % по сравнению с 2013 годом до 274 тыс. тонн. Основными причинами снижения стали проведение в первом полугодии 2014 года запланированного капитального ремонта на Надеждинском металлургическом заводе, снижение содержания никеля в исходном сырье. Разработка пластов глубокого залегания и переработка вкрапленных руд наталкиваются на многочисленные технологические трудности и требуют уникального дорогостоящего оборудования. У руды новых никелевых мощностей будет высокая себестоимость.
Согласно прогнозам и в долгосрочной перспективе цены на никель будет благоприятны как для производителей, так и для ломозаготовителей [7]. В сложившихся условиях развитие заготовки и переработки всех видов отходов нержавеющих сталей и углубление сбора амортизационного лома приобретает весомое значение [8].
СССР являлся одним из ведущих мировых производителей нержавеющих хромоникелевых сталей. После демонтажа военных баз Группы советских войск в Германии, а затем в результате интенсивного экспорта лома никельсодержащих марок сталей из всех республик бывшего СССР, включая и Россию, произошло падение мировых цен на никель и нержавеющий лом. К концу 2002 г. этот поток лома сталей советского производства резко сократился [9, 10]. К настоящему времени весь бесхозный нержавеющий лом уже собран.
Текущие цены на лом никельсодержащей нержавеющей стали зависят от колебания цен на никель на Лондонской бирже металлов (LME), а цены на этот лом по группам, в основном, определяются долевым содержанием в ломе никеля. Легированный лом из республик СНГ в значительной мере ценится и закупается в мире ради содержащегося в нем никеля. Сказываются на цене лома и колебания мировых цен на другие легирующие компоненты: хром, молибден, титан, ванадий, ферросилиций (кремний). В таблице 1 приведено соответствие наиболее массовых марок легированных сталей отечественного производства зарубежной классификации [4].
Таблица 1
Соответствие марок легированных сталей РФ зарубежной классификации.
|
Марка стали |
Группа стали по AISI |
Легирование |
Характеристика |
|
20Х13 30Х13 40Х13 50Х13 |
420 |
13 % Сr |
Мартенситная сталь для слабоагрессивных сред при нормальной температуре |
|
08Х13 12Х13 14Х17Н2 |
410 |
13–17 %Cr и до 2 % Ni |
Мартенситно-ферритная сталь общего назначения |
|
12Х17 08Х17Т 08Х18Т |
430 |
17–18 %Cr (Ti) |
Ферритная безникелевая сталь для пищевого оборудования и товаров массового потребления |
|
12Х18H10 12Х18H10T *) 08Х18H10 8Х18H10T 04Х18H10 03Х18H10 03Х18H11 |
304 |
18 %Cr 10 % Ni (Ti) |
Аустенитная нержавеющая сталь общего назначения |
|
08Х18Н13 08Х17Н13 10Х17Н13М2Т 10Х17Н13М3Т 03Х17Н14М2 03Х17Н14М3 |
316 |
17–18 %Cr 13 % Ni (Ti, Mo) |
Аустенитная нержавеющая сталь химического оборудования и агрессивных сред |
|
20Х23Н13 |
309 |
23 %Cr 13 % Ni |
Аустенитная жаропрочная нержавеющая сталь |
|
20Х23Н18 |
310 |
23 %Cr 13 % Ni |
Аустенитная жаропрочная и жаростойкая нержавеющая сталь |
Полное использование легирующих компонентов в ломе нержавеющих сталей стало возможным за рубежом и в нашей стране, когда была внедрена технология плавки нержавеющей стали в дуговых электропечах переплавом легированных отходов с обезуглероживанием расплава газообразным кислородом [11]. Шихта для такой плавки составляется из отходов нержавеющих и близких к ним по составу сталей, некоторого количества углеродистого феррохрома и материалов с высоким содержанием никеля [12].
В отсортированном ломе нержавеющих сталей ценится не только никель и хром, но и другие легирующие элементы, с учетом их долевого содержания. Рост мировых цен на ферросплавы, особенно на феррохром, ферротитан, ферромолибден и феррованадий, вызывает соответствующий рост цен на нержавеющую сталь и ее лом. При известной стоимости лома 304 цена на лом других легированных сталей оценивается пересчетом.
Следует отметить, что хром в ломе классических безникелевых сталей — в пищевых стандарта AISI 430 (08X18T, 08X17T), жаростойких 15Х25Т, а также в малоуглеродистых AISI 409 (03Х12), стабильно недооценивается. То есть мировая цена лома по этой группе ниже оценки, исходя из стоимости феррохрома. Это обусловлено, с одной стороны, достаточным предложением феррохрома на мировом рынке, с другой тем, что металлурги предпочитают использовать в технологическом процессе плавки феррохром.
Высокие технико-экономические показатели процесса переплава достигаются при оптимальной подготовке нержавеющих отходов к плавке и рациональному сочетанию различных видов отходов нержавеющих сталей и марок сталей в завалке. Большое значение имеет качество подготовки лома, особенно амортизационного [12]. Так лом оборудования химических предприятий, как правило, загрязнен остатками вредных химических соединений, производимых на этом оборудовании, судостроительный лом — остатками антиобрастающей краски, содержащей соединения тяжелых металлов. Такие инородные включения должны быть удалены, так как затрудняют переплав загрязненных отходов и отрицательно влияют на качество готовой продукции.
Дополнительные проблемы возникают при рециклинге стружки нержавеющих сталей, которая, как правило, загрязнена остатками водомасляной эмульсии и частицами абразивного материала (корунда с повышенным содержанием серы) [13].
В связи со стремительным ростом парка транспортных средств, авторециклинг превращается в отдельный, быстро растущий сегмент заготовки вторичных металлов [14, 15]. В современных моделях автомобилей шире применяются катализаторы выхлопных газов, корпуса которых изготавливаются, как правило, из легированной стали [16, 17]. На дорогих моделях автомобилей из нержавеющей стали изготавливают трубопроводы выхлопного тракта, бензопроводы и ряд других деталей. Развитию технологий авторециклинга и переработки таких деталей уделяется все большее внимание [18].
При ломозаготовке нужно выделять лом высоколегированных сталей в общей партии смесевого лома. Лом аустенитной нержавеющей стали на практике выделяют по внешнему виду и по магнитным свойствам. Однако лом ряда высоколегированных жаропрочных сталей невозможно отличить по указанным признакам.

Рис.1. Переносной прибор экспресс-анализа
Для этих целей и для более глубокой сортировки лома по маркам, передовые предприятия- ломопереработчики все шире используют переносные приборы спектрального анализа, позволяющие оперативно определять химсостав стали и основных легирующих компонентов в ней (Рис.1). Применение таких приборов не имеет альтернативы, когда необходимо отсортировать лом сталей, микро легированных дополнительно такими элементами, как ниобий, ванадий, рений и другими [19,20, 21].
В ближайшие годы в России подлежит замене и обновлению значительная часть старого оборудования предприятий и вооружений. Поэтому прогнозируется на перспективу до 2020 г. заготовка лома нержавейки в соответствии с ее весовой долей, т. е. на уровне 180–220 тыс.т/год. Это количество примерно соответствует потребности отечественной металлургии. Ограниченное количество нержавеющего лома может быть экспортировано.
Для потребителя лома важно не только снижение расходов по заготовке и переработке лома, но и снижение транспортных расходов по его доставке предприятию-потребителю [22]. При поставках дорогостоящего нержавеющего лома все чаще используют универсальные 20-футовые контейнеры (Рис.2) [23, 24]. Либо такой лом завозится автотранспортом в порты, где подлежит крытому складскому хранению.
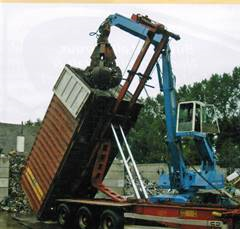
Рис. 2. Погрузка лома в контейнер ИСО
При перевозке железнодорожным транспортом, установка крупнотоннажных контейнеров на подвижном составе дверьми друг к другу обеспечивает наибольшую защиту от хищений, так как контейнеры из-за своей большой массы брутто могут быть сняты с платформы только специализированным перегрузочным оборудованием [25].
В виду этого, при поставках на металлургические предприятия дорогостоящего сырья, такого как лом нержавеющих сталей или же ферросплавы, контейнерные перевозки находят все большее применение [23, 26].
Подводя итоги, отметим:
1. Ввиду опережающего роста выплавки нержавеющей стали в мире потребность в заготовке и переработке нержавеющего лома постоянно возрастает.
2. Лом нержавеющих сталей является востребованным товаром на внутреннем и мировом рынке. Объем заготовки нержавеющего лома в 1995–2001 гг. в несколько раз превышал ломообразование. Сейчас в России бесхозный лом нержавейки в значительной мере собран, и его ежегодная заготовка в последнее десятилетие соответствует долевому ломообразованию. Для повышения ежегодного ломосбора необходимо применение современного технологического оборудования для подготовки товарных партий лома, отвечающих по качественным характеристиками возрастающим требованиям сталеплавильных предприятий, а также дооснащение первичных организаций ломозаготовителей приборами экспресс-анализа для сортировки поступающего смесевого лома по маркам сталей.
3. Для обеспечения потребности отечественной промышленности в ломе этой группы в ближайшие годы целесообразно сохранение баланса объемов экспорта нержавеющего лома из России и импорта его из республик СНГ.
Литература:
1. Лузгин В. П., Косырев К. Л., Семин А. Е., Досматов Д. А. Энергетика сталеплавильных процессов //Электрометаллургия. 2010. № 1. С. 17–24.
2. Гагарский Э. А., Кириченко И. С. Концепция устойчивого развития и новые подходы в сфере рециклинга металлов и техногенного сырья // Вторичные металлы. 2013. № 3. С. 34.
3. Семин А. Е., Уточкин Ю. И., Pодионова Е. А. Место коррозионно-стойкой стали в мировой металлургии // Электрометаллургия. 2006. № 1. С. 2–9.
4. Кириченко С. А. Рынок лома нержавеющих сталей // Рынок вторичных металлов. 2005. № 1. С. 32–34.
5. Семин А. Е., Смирнов Н. А., Уточкин Ю. И. Производство коррозионно-стойкой стали// Электрометаллургия. 2010. № 10. С. 17–20.
6. Чижиков А. Г., Семин А. Е., Черноусов П. И. Среднесрочный прогноз ситуации на рынке черных металлов // Вторичные металлы. 2011. № 6. С. 29.
7. Чижиков А. Г., Черноусов П. И., Чижикова И. И. Сырьевая безопасность предприятий черной металлургии РФ // Вторичные металлы. 2010. № 5. С. 32.
8. Голубев О. В., Коротченко А. С., Черноусов П. И. Прогнозные сценарии потребления металлолома в черной металлургии // Металлург. 2010. № 10. С. 15–19.
9. Кириченко С. А., Кириченко А. С. Российский экспорт лома металлов в 2008 году // Вторичные металлы. 2009. № 3. С.20–22.
10. Кириченко С. А.Экспорт лома через морские порты// Вторичные металлы. 2008. № 3. С. 45–46.
11. Супрун В. Н. Нержавеющие проблемы нержавейки // Вторичные металлы. 2008. № 1. С. 56–59.
12. Супрун В. Н., Семин А. Е. Плавление лома и предъявляемые к нему требования // Рынок вторичных металлов. 2007. № 2. С. 24.
13. Ермолов В. М., Серегин А. Н. Комплекс для отмывки замасленной стружки от масел и грязи // Вторичные металлы. 2009. № 5. С.61–62.
14. Серегин А. Н., Кириченко А. С. Авторециклинг в московском регионе // Вторичные металлы. 2013. № 5. С. 41.
15. Бобина М. А., Ермолов В. М. Экологичность — основа современнных технологий авторециклинга // Молодой ученый. 2014. № 11. С. 40–44.
16. Кириченко А. С. Актуальные проблемы рециклинга автомобильных катализаторов // Современные проблемы науки и образования. 2013. № 3. С. 43.
17. Серегин А. Н., Кириченко А. С. Рециклинг автомобильных катализаторов // Вторичные металлы. 2013. № 1. С. 44.
18. Кириченко А. С., Серегин А. Н., Волков А. И. Разработка технологии первичной переработки катализаторов выхлопных газов двигателей автомобилей // Металлург. 2014. № 4. С. 35–39.
19. Стулов П. Е., Серегин А. Н. Переработка отходов производства металлургического ниобия с получением феррониобия // Проблемы черной металлургии и материаловедения. 2014. № 2. С. 59–62.
20. Кириченко А. С., Стулов П. Е. Ванадий и проблемы его рециклинга // Вторичные металлы. 2014. № 2. С. 47–50.
21. Кириченко А. С., Серегин А. Н., Алексахин А. В. Новые возможности развития мирового и отечественного производства рения // Техника и технология: новые перспективы развития. 2014. № XIII. С. 92–97.
22. Кириченко С. А. Логистические подходы к перевозкам лома // Рынок вторичных металлов. 2005. № 3. С.22–23.
23. Кириченко С. А., Кириченко А. С. Антикризисная контейнеризация // Вторичные металлы. 2009. № 3. С. 70.
24. Гагарский Э. А., Кириченко С. А., Полянцев Ю. Д., Дугин Г. С. Транспортно-технологические системы на основе укрупненных грузовых единиц — главный фактор энергоэффективного инновационного развития транспорта // Интегрированная логистика. 2013. № 6. С. 33–37.
25. Гагарский Э. А., Кириченко С. А., Кириченко А. С. Развитие контейнерных перевозок лома // Бюллетень транспортной информации. 2009. № 2. С. 18–21.
26. Татарский Э. А., Кириченко С. А., Кириченко А. С. Логистические аспекты контейнеризации продукции ферросплавной промышленности // Интегрированная логистика. 2011. № 3. С. 27–30.

