




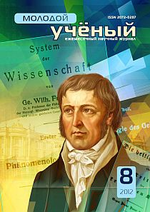
Отсек первой кабины конструктивная часть самолета представляющая собой жесткий каркас, и входит в головную часть фюзеляжа. В первой кабине оборудовано место для летчика. Отсек первой кабины головной части фюзеляжа самолета – перехватчика СУ-30, участвует в создании интегральной схемы самолета. Кроме того, в передней части отсека расположены крепления корневой жесткости конуса. К корневой жесткости крепится радар и конус, который служит для уменьшения аэродинамического сопротивления (рисунок 1).
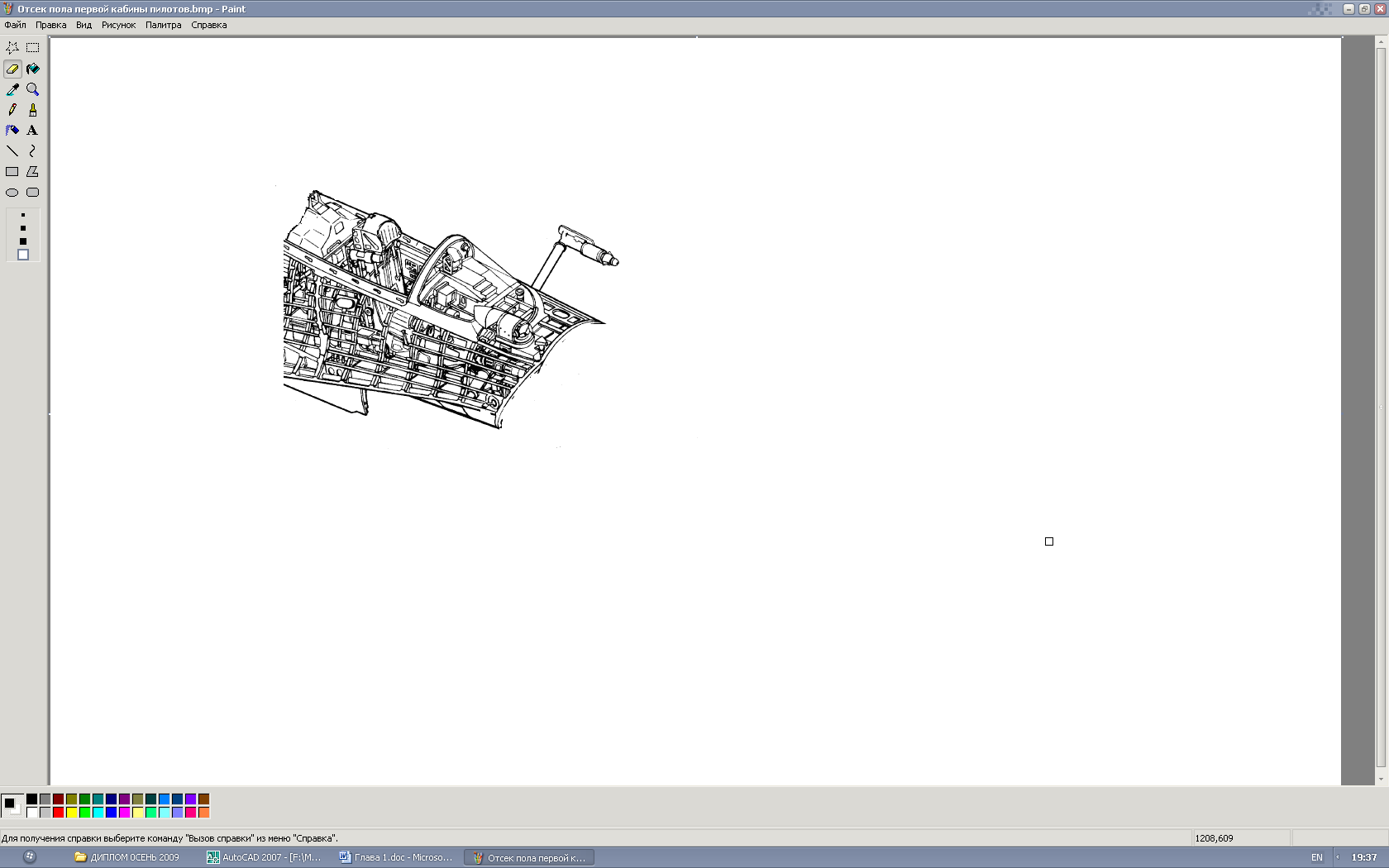
Рис. 1. Отсек первой кабины пилота
Подготовительные работы включают два этапа:
установка на базовые площадки приспособления монтажного эталона, фиксация на эталоне рубильников;
развертывание измерительной системы Leica Trecker в месте удобном для проведения измерений. В течение 0,5 часа производится самоинициализация прибора. После этого система готова к измерениям.
На Авиационном Заводе для проведения планово-предупредительного ремонта будет использоваться лазерный трекер LTD 600. Работы при использовании лазерного трекера регламентируются соответствующими инструкциями:
выполнение измерений с помощью лазерного трекера LTD 600.
Эксплуатация лазерного трекера LTD 600 регламентируется инструкцией И 318.146–2004 «Порядок проведения работ с лазерным трекером LTD 600». Данная инструкция применяется для всех видов технологической оснастки, монтаж которой осуществляется с помощью лазерного трекера LTD 600 и устанавливает:
правила проведения измерений с помощью LTD 600;
требования к конструкции оснастки, которая монтируется с помощью LTD 600;
требования к конструкторской документации на оснастку, которая монтируется с помощью LTD 600;
требования к изготовлению оснастки, которая монтируется с помощью LTD 600;
требования к метрологическому контролю за LTD 600.

Рис. 2. Лазерный трекер LTD 600 для выполнения безэталонного монтажа
Рубильники и ложементы, собранные с вилками, устанавливаются и фиксируются на эталоне. Вилки рубильников вставлены в стаканы, вилки ложементов предварительно крепятся болтами к раме. Производится проверка возможных перекосов и выверка положения фиксаторов. Далее осуществляется заливка стаканов и вилок компенсационной смесью НИАТ-МЦ. После застывание цемента необходимо просверлить два отверстия в вилке с ложементом и произвести установку в них двух штифтов 2,3.
Таким образом, первый этап проведения планово-предупредительного ремонта приспособления для сборки отсека пола первой кабины с применением системы Leica Trecker ничем не отличается от технологии проведения ППР с использованием монтажного эталона.
После застывания цемента и установки штифтов можно переходить ко второму этапу. Эталон вынимается из приспособления и развертывается измерительная система Leica Trecker в удобном для измерения месте. После ее самоинициализации можно приступать к замерам. Главным требованием для применения этой системы является непрерывность действия лазерного луча. Следовательно, положение лазерной системы для работы следует выбирать так, чтобы элементы проверяемого сборочного приспособления не препятствовали прохождению лазерного луча – с задней стороны приспособления 6.
Местоположение трекера определено в процессе разработки монтажа в виртуальном пространстве системы Unigraphics. При этом учитывались возможные помехи при прохождении лазерного луча во время измерения координат базовых точек стапеля, опорных базовых точек и базовых точек устанавливаемого элемента (рубильника). Из рисунка 3 видно, что месторасположения лазерного трекера выбрано расстояние 1500мм. Это наиболее оптимальное расстояние для замера координат без возможных видимых помех для прохождения лазера 4.
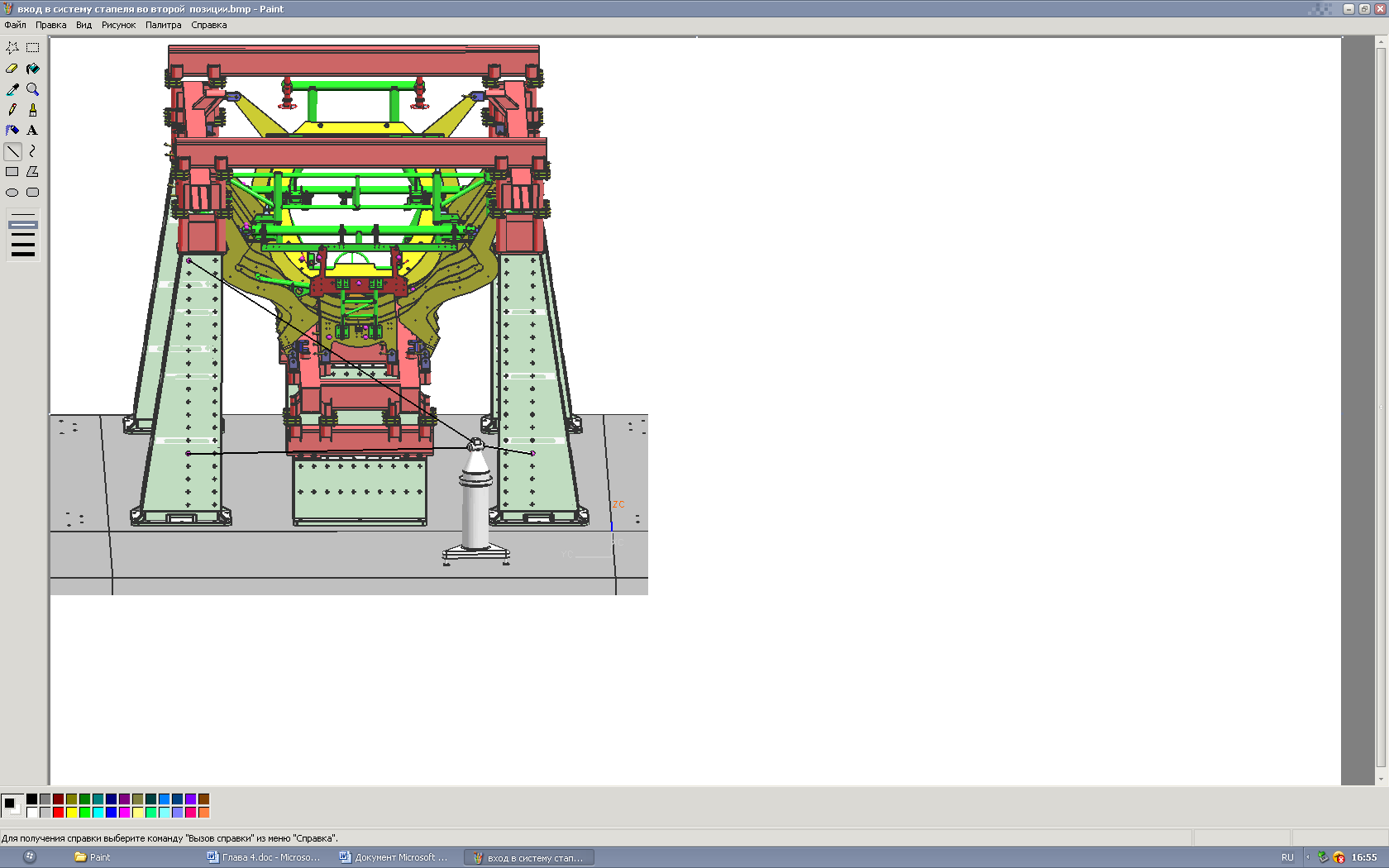
Рис. 3. Схема расположения трекера LTD-600
Проверка всех фиксаторов (ложементов, рубильников) проводится по следующим образом:
развернуть измерительную систему Leica Trecker в месте удобном для проведения измерений;
произвести самоинициализацию прибора;
привязаться к системе координат приспособления;
установить CCR маркер в измеряемую базовую точку проверяемого фиксатора, рубильника, ложемента зафиксировать ее в рабочем положении, произвести контрольное измерение координат. На экране дисплея будут выведены отклонения этой точки от заданных координат. Далее необходимо переставить отражатель в следующую точку проверяемого фиксатора, повторить действия;
аналогичным образом произвести проверку остальных фиксаторов и базирующих элементов приспособления.
Рисунок 4 – Измерение координат базовых точек
Оценка положительных качеств предлагаемой методики проведения планового ремонта:
при использовании промышленных измерительных систем при монтаже и проведении планово-предупредительных ремонтов оснастки удается снизить до минимума влияние на точность недостаточной жесткости каркасов, от нагрузки собираемых деталей агрегатов и массы эталонов, температурных деформаций оснастки конструкции и агрегатов;
измерительные приборы располагаются в сборочном цехе в удобном для проведения наблюдений данного элемента оснастки месте;
недостатком использования эталона, как при монтаже оснастки, так и при проведении ППР является, что для монтажа самого эталона необходимо применять дорогостоящие и трудоемкие методы с применением инструментальных стендов и значительного объема подгоночных работ и сложных методов контроля. В этом случае эталон является дополнительным элементом в цепочке переноса информации, увеличивающим трудоемкость производства сборочных приспособлений.
Из перечисленных положительных качеств можно проанализировать, что авиационная промышленность набирает темпы по внедрению новых технологий и применению их в производстве, также накладывает свой отпечаток на реорганизацию более старых и несовершенных технологий, что позволяет набирать силы и становится на более продвинутую ступень в этой отрасли.
Литература:
Современные технологии агрегатно-сборочного производства самолетов / Пекарш А.И., Тарасов Ю.М., Кривов Г.А. [и др.] -М.: Аграф-пресс, 2006. - 304 с.
Современные технологические процессы сборки планера самолета/Колл. авторов; Под ред. Ю.Л. Иванова. -М.: Машиностроение, 1999. - 304 с.
Технология самолетостроения / Абибов А.Л., Бирюков Н.М. [и др.] -М.: Машиностроение, 1982.- 551 с.
Вагнер Е.Т. Лазерные и оптические методы контроля в самолетостроении / Е.Т. Вагнер, А.А. Митрофанов, В.Н. Барков; Под ред. Е.Т. Вагнера. - М.: Машиностроение, 1977. - 176 с.