Ключевые слова: переработка смол пиролиза, лёгкая смола пиролиза, окисление кислородом в уксусной кислоте.
При пиролизе углеводородного сырья в качестве побочного продукта производится смола пиролиза.
Главный продукт переработки легкой смолы пиролиза, получаемого после выделения газовой фракции — бензол, его содержание достигает 50 % от массы жидких продуктов.
В данный момент почти 50 % производства бензола основано на переработке пироконденсата, однако процесс выделения бензола высокозатратен.
Нами проведены исследования по окислению легкой смолы пиролиза в уксусе по технологии получения терефталевой кислоты из пароксилола.
Таблица 1
Индивидуальные показатели жидкой смолы пиролиза
|
Наименование показателя |
Установлено анализом |
|
Внешний вид |
Жидкость желтого цвета |
|
Механические примеси |
Отсутствие |
|
Плотность при 20°С |
0,848 |
|
Массовая доля ароматических углеводородов С6-С8 в отгоне до 195°С, % |
70 % |
|
Массовая доля бензола, % |
37 % |
|
Массовая доля воды, % |
Отсутствует |
Таблица 2
Индивидуальный групповой химический состав легкой смолы пиролиза
|
Парафино-нафтеновые, % |
45,5 |
|
Легкая ароматика, % |
20,8 |
|
Средняя ароматика, % |
3,9 |
|
Тяжелая ароматика, % |
7,1 |
|
Смолы 1, % |
6,3 |
|
Смолы 2, % |
16,5 |
Оптимальные параметры, определяющие процесс окисления:
— температура в реакторе, °С — 185;
— соотношение уксусной кислоты к смоле — 5/1;
— время пребывания в реакторе, минут — 10;
— концентрация в исходной реакционной смеси: — катализатора (кобальт (II) уксуснокислого и марганец (II) уксуснокислого), % — 0,30÷0,40;
— тетрабромэтана, % масс — 0,08÷0,10;
— силиконового масла, ppm — 8÷10;
— воды, % масс — 5÷6.
Для проведения опыта по окислению легкой смолы пиролиза воздухом в уксусной кислоте необходим реактор, который будет выдерживать необходимые нам параметры, регламентируемые в нашем процессе.
В качестве реактора сделаем ёмкость, которая будет представлять собой полый сосуд с крышкой высотой 400 мм диаметром 300 мм.
Ёмкость будет изготовлена из металла марки сталь 20, производился подбор по температурному режиму, так как опыты будут проводиться при температуре до 200°С. Сталь 200 выдерживает температуры до 350°С, не теряя своих свойств.


Анализ окисления легкой смолы пиролиза температура 185°С давление 3 кг. окисления воздухом 10 минут. На фильтре при фильтровании осталось 5,1 % не растворившегося остатка.
В результате опыта было получено чёрное жидко-густоватое вещество плотностью 1100 кг/см 2 . Визуально твердая фаза в полученном продукте похожа на терефталевую кислоту
Образец был отправлен в АО Институт Нефтехимпереработки на групповой химический состав.
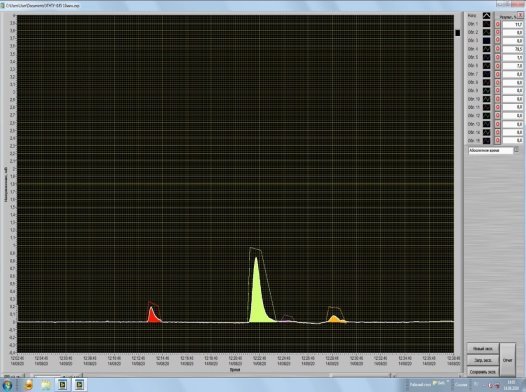
Рис. 1. Хромотограмма легкой смолы пиролиза
Таблица 3
Групповой углеводородный состав
|
Парафино-нафтеновые, % |
11,7 |
|
Легкая ароматика, % |
0 |
|
Средняя ароматика, % |
0 |
|
Тяжелая ароматика, % |
79,5 |
|
Смолы 1, % |
1,1 |
|
Смолы 2, % |
7,8 |
Литература:
- Садыгов, Ф.М., Магеррамова, З.Ю., Гаджиев, Г. Н. Рациональная комплексная переработка легкой смолы, полученной при перелози углеводородного сырья // Нефтепереработка и нефтехимия. — 2017. — № 7. — С.21–24.
- Кормина, Л.А., Гарбер, Ю.Н., Комарова, Л.Ф., Хорошевский, М.М, Инютин, С. М. Исследование процесса экстрактивной ректификации стирола в присутствии диметилацетмида // Журнал прикладной химии. — 1981.
-
Волкова, Н.И., Семенов, Л.В., Гайле, А.А, Степанов, Н. П. Селективность растворителей при разделении углеводородов

- Павлов, С.Ю., Горшков, В.А, Комаров, Ю. А. Процессывыделения и очистки стирола. М.:ЦНИИТЭнефтехим, 1985.
-
Прокопенко, А.В., Рахимкулов, Р.А, Ахмедов, М.С., Баулин, О.А., Рахимов, М. Н. Перспективные технологии переработки фракции
- Лесохина, Г.Ф., Мухина, Т. Н. Смолы пиролиза с этиленовых установок на различном сырье // Труды ВНИИОС. — 1974. — № 5.
- Варфоломеев, Д.Ф., Садыков, Р.Х., Колесникова, Т. А. Качество и эффективное использование углеводородногосырья в производстве технического углерода // ЦНИИТЭнефтехим. — 1984.
- Долматов, Л.В., Цеханович, М.С., Хайрудинов, И.Р., Галеев, Р. Г. Смолы пиролиза нефтяных дистиллятов — сырье для технического углерода // Химия и технология топлив и масел. — 1998.

