Валикларга турли хил таркибдаги материалларни ўраб, пахта хом ашёсидан материал толасини яхшироқ илаштириб олиш хусусиятига эга эканлигини аниқлаш бўйича тадқиқот ўтказилди ва ушбу натижа асосида хулоса берилди.
Калит сўзлар: пахта, валик, материаллар, цилиндр, тери, хар хил уйиқлар, геометрик ўлчам.
В статье рассматриваются свойства валиков машин для обработки волокон хлопкового сырья. Автором определены виды валиков, которые позволяют с максимальной эффективностью обрабатывать сырье.
Ключевые слова: хлопок, хлопковое сырье, валики, Узбекистан, хлопковая промышленность.
Тадқиқотнинг мақсади материалларнинг қайси бири пахта толасини яхши илаштириб олиш хусусиятига эга эканлигидан иборат бўлган.Бунинг учун тадқиқотда олти турдаги хар хил геометрик ўлчамларга эга ўн олтита валиклар танлаб олиниб уларга турли хил таркибга эга материаллардан таранг қилиб ўралган. Уларга қуйидагилар киради.:
- Мато резина жамланмаси,
- Мол териси,
- Эксперименталь пахта хом ашёсидан мато,
- Эксперименталь каучук,
- Каучук ва пробка,
- Фторланган этиленли пропилен.
- Пахта хом ашёсидан мато
- Чўчқа териси
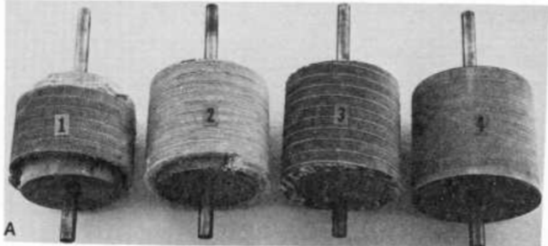
Жами қолган саккизта валиклар қуриш уларнинг валик геометрик ўлчамига ва ён томондан темир, тахта ёки тери билан материали махкамаланиши валикларнинг ишчи юзаларида ариқчалар очилиши ва хар хил уйиқларни хосил қилинганлиги билан фарқланади. 1-расмда турли хил материал ва турли хил йиғиш услуби ва улик ариқчалари бор ва йўқ валикли цилиндрлар расмлари келтирилган.
|
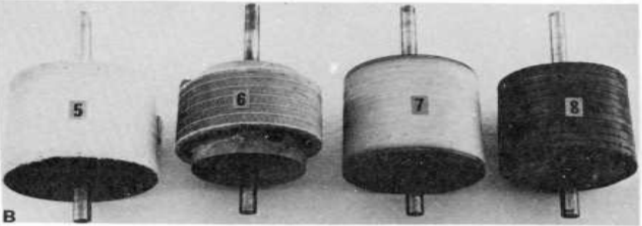
2-расмда турли хил материал ва турли хил йиғиш услуби. |
|
|
|
|
|
|
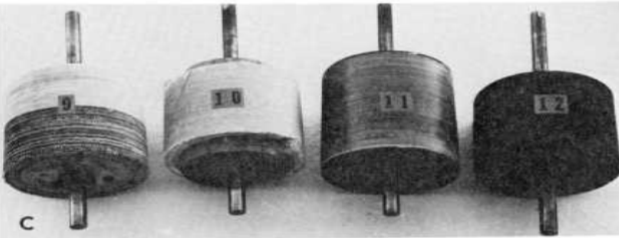
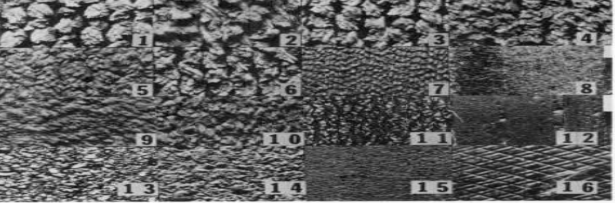
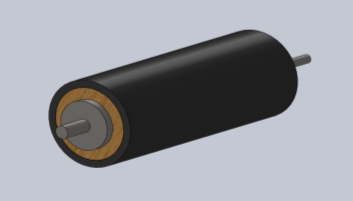
3-расмда Валикларга хар хил материаллар ўраш тартиби. 1,2-Расмларда хамма 16 та тажрибадан ўтказилган материаллар кесими кўринишиишчи юзаси тасвирланган
1-жадвалда валикга ўралган материаллар турига караб йиғиш, ўлчамини кенлиги ва чуқурлиги бўйичаўлчаш амалга оширилган.
1-жадвал
|
№ |
Валикка ўралган материал |
Валикни йиғиш усулуби |
Асосий материал |
Материал юза қисми уйилган |
Валикни материалининг ўлчамлари |
Материални марказий ўққа махкамланиш тури | |
|
Кенглиги дюйм |
Чуқурлиги дюйм | ||||||
|
1 |
Мато резина |
Шпулькали |
Ёғоч |
1 |
0.75 дюйм 1.905 см |
0.94 дюйм 2.3876 см |
Эбоксид смоласини эритиш |
|
2 |
Мол териси, |
Шпулькали |
Ёғоч |
2 |
0.75 дюйм 1.905 см |
0.88 дюйм 2.2352 см |
Эбоксид смоласини эритиш |
|
3 |
Эксперименталь пахта хом ашёсидан мато, |
Шпулькали |
Ёғоч |
1 |
0.75 дюйм 1.905 см |
0.94 |
Эбоксид смоласини эритиш |
|
4 |
Эксперименталь каучук, |
Шпулькали |
Ёғоч |
1 |
0.81дюйм 2.0574 |
0.81 дюйм 2.0574 |
Эбоксид смоласини эритиш |
|
5 |
Каучуква пробка, |
Шпулькали |
Ёғоч |
1 |
0.75 дюйм 1.905 см |
0.75 дюйм 1.905 см |
Эбоксид смоласини эритиш |
|
6 |
Фторланган этиленли пропилен |
Шпулькали |
Ёғоч |
1 |
0.75 дюйм 1.905 см |
1 дюйм 2.54 см |
Эбоксид смоласини эритиш |
|
7 |
Пахта хом ашёсидан мато |
Шпулькали |
Ёғоч |
0 |
0.50 дюйм 1.27 см |
0.5 дюйм 1.27 см |
Эбоксид смоласини эритиш |
|
8 |
Чўчқа териси |
Дискни преслаш |
Пўлат |
(3) |
0.56 |
0.50 дюйм 1.27 см |
Икки томондан пластиналар билан қисиш орқали |
|
9 |
Силлиқланган пахта матосидан диск |
Дискни преслаш |
Пўлат |
(3) |
0.25 |
0.50 дюйм 1.27 см |
Икки томондан пластиналар билан қисиш орқали |
|
10 |
Мато ва резина |
Шпулькали |
Ёғоч |
1 |
0.75 дюйм 1.905 см |
1.0 дюйм 2.54 см |
Эбоксид смоласини эритиш |
|
11 |
Мато ва резина |
Шпулькали |
Ёғоч |
1 |
0.50 дюйм 1.27 см |
0.5 дюйм 1.27 см |
Эбоксид смоласини эритиш |
|
12 |
Қора каучук |
Дискни преслаш |
Пўлат |
(3) |
0.12 дюйм 0.3048 см |
0.5 дюйм 1.27 см |
Резьбали пластиналар билан қисиш орқали |
|
13 |
Жигарранг пробка материали ва қора каучук |
Текис лист |
Ёғоч |
(3) |
7.5 дюйм 19.05 см |
0.12 дюйм 0.3048 см |
Пресслаш сезгир пластир |
|
14 |
Жигарранг пробка ва синтетик каучук |
Текис лист |
Ёғоч |
(3) |
7.9 дюйм 20.066 см |
0.12 дюйм 0.3048 см |
Эбоксид смоласини эритиш |
|
15 |
Кулранг синтетик каучук |
Текис лист |
Ёғоч |
(3) |
7.5 дюйм 19.05 см |
0.083 дюйм 0.21082 см |
Эбоксид смоласини эритиш |
|
16 |
Фторланган этиленли пропилен |
(3) |
5.5 дюйм 13.97 см |
0.025 дюйм 0.0635 см |
Катта босим остида сиқиш | ||
Юқоридаги жадвалда валикга ўралган материаллар йиғиш услуби, асосий материалларнинг юза қисми кенлиги вачуқурлигиниўлчаб, материалларни марказий ўққа махкамланиш турибўйича резьбали пластиналар билан қисиш,икки томондан пластиналар билан қисиш,пресслаш сезгир пластир,катта босим остида сиқиш орқали тажриба ўтказилган.
Хулоса
Олти хил ўрамлар билан ўралган валиклар текшириб кўрилди булар: (1) Резина ва мато билан ўралган, (2) тери, (3) пахта, (4) каучук, (5) каучук ва пробка, (6) фторланган этиленолли пропилен. Қўйидаги натижалар олинди:
− Каучук ва пробка намунаси нормага яқинроқ кўрсаткичини берганига қарамай тола таркибида ифлосланишни ортиб бориши кузатилди.
− Фторланган этиленолли пропилен билан қопланган валик намунаси тажриба бошланганлига хеч қанча вақт ўтмай юзанинг дарс кетиши ва охир оқибат бузилишига олиб келди.
− Тери материали билан қопланган валик намунаси тажрибада энергия сарфини ортишига олиб келди.
Бу тажрибалдан шундай хулосага келиндики резина ва мато билан ўралган материал бошқа материалларга нисбатан анча устунлигини намоён қилди яъни тола илаштириб олиши юқорилиги энергия сарфини камлигихисобланади. Янги моделлаштириладиган роликлар худди шундай экземплярдаги материалбилан қопланиши мавжуд жинларгақопланган материалга нисбатан қаттиқлиги нормага нисбатан 50 до 63 с 56 кўп бунда резина ва мато кетма-кетлигида жойлаштиилган валик 1 дюйм(2.54 см) масофада 16–18 резина мато бирикмаси ўралган. Хамма тажрибалар битта махсус стенда ўтказилган.
Адабиёт:
- Djabbarov G. D. va boshqalar. «Chigitli paxtani dastlabki ishlash texnologiyasi», darslik, T».O’qituvchi» 1987y.
- Assotsiatsiya «Uzxlopkopromsbqt» Respub. nauchnqy tsentr. «Xlopkoprom». «Texnologicheskiy reglament pererabotki xlopka-sqrtsa» Tashkent, «Mexnat» 1997g.
- NPO «Xlopkoprom», “Spravochnik po pervichnoy obrabotki xlopka» (kniga-1; 2) Tashkent, «Mexnat» 1994g.
- E. Zikriyoev «Paxtani dastlabki qayta ishlash» T. 2002 y

