Рассмотрены вопросы пластической деформации проката титанового сплава ВТ6. Установлены закономерности зависимости степени обжатия от режимов электропластической прокатки. Было проведено процентное измерение деформации, анализ макроструктуры и поверхности готового образца. Было проведено сравнение результатов влияния схемы подключения источника питания к очагу деформации и режимов на относительное сужения сечения образцов после электропластической деформации.
Ключевые слова: пластическая деформация, контактный электро-нагрев, титановый сплав, относительное сужение.
Титановые сплавы обладают высокой удельной прочностью, коррозионной стойкостью и хорошей устойчивостью к распространению усталостных трещин [1]. Таким образом, высокопрочные титановые сплавы стали самым применяемым аэрокосмическим конструкционным материалом [2].
Высокая стоимость изготовления и обработка давлением титана является основным препятствием для расширения спектра его применяемости [3].
Процесс горячего прессования изделий из титана и его сплавов более сложен, чем прессования алюминиевых, медных сплавов и даже стали [4]. Это обусловлено особенностями физико-химических свойств титановых сплавов. Низкая теплопроводность титановых заготовок при их горячем прессовании приводит к существенной разнице температур поверхностных и внутренних слоев. В процессе прессования — это может приводить к большой неравномерности деформации. [5].
Немаловажным условием является поддержание высокой температуры заготовки для чего в свою очередь необходимо предварительно нагреть заготовку до более высокой температуры тем самым обеспечивая потери на транспортировку заготовки в обрабатывающий инструмент. В связи с указанным выше явлением в данной статье изучен метод дополнительного подогрева заготовки в инструменте за счет воздействия импульсного тока высокой плотности в процессе пластической деформации.
Метод и материалы
Электропластическая деформация титанового сплава включает предварительный нагрев и пластическую деформацию с дополнительным прогревом изделия для достижения большего относительного сужения без изменения качества готового изделия. Геометрические параметры исходных образцов — титановый прокат диаметром 10 мм и длинной 50 мм.
Для проведения эксперимента электропластической деформации титана была подготовлена лабораторная установка частично имитирующую сжатие в клети прокатного стана и разработана схема подключения электрических контактов для создания электро-нагрева в зоне деформации. Принципиальная схема изображена на рисунке 1
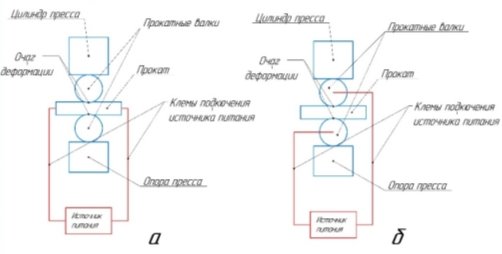
Рис. 1. Схемы подведения тока к очагу деформации, а) Подведение тока к прокату при деформации; б) Подведение тока к прокатным валкам
Изначально изделие, закрепленное на подающем устройстве, помещается в камеру нагрева и удерживается им в процессе нагрева. Нагрев проводился до температуры 650–750 °С за время 10 сек. По завершению выдержки при выбранной температуре, образец извлекается из камеры нагрева и отправляется в установку пластической деформации. Процесс выдержки заготовки при температуре 700 °С изображен на рисунке 2.
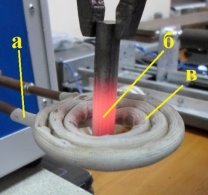
Рис. 2. Предварительный нагрев титанового образца перед пластической деформацией: а — изоляция индуктора; б — прогретая заготовка
Выбранные основные технологические режимы операции предварительного нагрева при помощи токов высокой частоты (ТВЧ) отображены табл. 1.
Таблица 1
Режимы индукционного нагрева
|
№образца |
Температура выдержки С |
Время выдержки, с |
Время нагрева до температуры выдержки, с |
|
1 |
650 |
20 |
10 |
|
2 |
750 |
20 |
10 |
|
3 |
750 |
20 |
10 |
|
4 |
750 |
20 |
10 |
|
5 |
750 |
20 |
10 |
Процесс заключается в обжатии с дополнительным подогревом зоны очага пластической деформации. Дополнительный нагрев обеспечивается за счет подключения импульсного источника тока высокой плотности. Подключение источника тока также были осуществлены разными способами для определения наименьшего сопротивления деформации и наибольшей эффективности электроконтактного подогрева. Режимы электрического импульса указаны в таблице 2.
Таблица 2
Режимы пластической деформации сэлетроподогревом
|
№образца |
Напряжение, В |
Время импульса, с |
Вид подключения |
|
1 |
- |
- |
- |
|
2 |
220 |
2 |
к заготовке |
|
3 |
250 |
2 |
к заготовке |
|
4 |
220 |
2 |
к валкам |
|
5 |
250 |
2 |
к валкам |
Электропластическая деформация происходила на открытом воздухе при сжатии в 2 тонны на лабораторной установке электропластической деформации. Необходимое напряжение, подаваемое к генератору токов высокой плотности, обеспечивал лабораторный автотрансформатор регулируемый (ЛАТР), так же длительность подаваемого импульса регулировалось на самом аппарате.
Вследствие изменения напряжения импульса и вида подключения необходимо выявить подходящие режимы для обеспечения наименьшего сопротивления деформации при сохранении качества поверхности механических свойств и структуры готовых образцов.
Результаты исследования
Исследования макроструктуры образцов титана были проведены на микроскопе «МБС-10». Результаты изменения линейных размеров титанового сплава ВТ16 в результате прокатки с использованием импульсного тока высокой плотности приведены в таблице 3.
Таблица 3
Результаты изменения линейных размеров врезультате прокатки
|
№образца |
Исходный диаметр заготовки, мм |
Диаметр заготовки после обжатия, мм |
|
1 |
10 |
9,7 |
|
2 |
10 |
9,1 |
|
3 |
10 |
9 |
|
4 |
10 |
9 |
|
5 |
10 |
8,2 |
На рис. 3, а представлен разрез макрошлифа образца 1 с режимом 650–700_0, где 650–700 — это температурный диапазон нагрева в градусах Цельсия (°C) и 0 — напряжение на лабораторном трансформаторе, от которого зависит плотность тока процесса прокатки с использованием импульсного тока, измеряемое в вольтах (В).
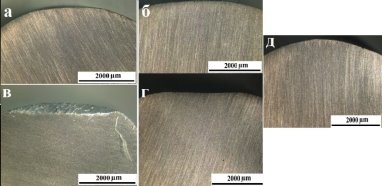
Рис. 3. Макро фото образцов: а) полученный по режиму «650–700_0», б) полученный по режиму «750_220», в) полученный по режиму «750_250», г) полученный по режиму «750_220», где ток пущен через прокатные валки, д) полученный по режиму «750_250», где ток пущен через прокатные валки
При макроувеличении заметно незначительное изменение поперечного сечения образца 1. Также наблюдается неравномерность деформации прутка, что объясняется недостаточно высокой температурой нагрева.
На рис. 3б представлен макрошлиф образца 2 с режимом 700–750_220. На полученном образце, наблюдается более существенное изменение поперечного сечения.
С увеличением температуры нагрева образца 3 с режимом 750_250 происходит более сильное обжатие, однако деформация происходит неравномерно, что отчётливо видно на рисунке 3в. Также наблюдается образование микротрещин вблизи поверхностного слоя образца.
На образце 4 750_220 (Рис. 3г) ток был пропущен через прокатные валки. При данном режиме обработки было достигнуто максимальное изменение линейного размера поперечного сечения заготовки.
На рисунке 3д представлен макрошлиф образца 5 с режимом 750_250, где ток пропускали через прокатные валки. За счет достаточно прогрева заготовки, а также увеличения напряжения до 250 В удалось сформировать равномерно распределенную структуру геометрии данного образца.
Выводы
Результаты исследования показали, что применение высокого напряжения приводит к наибольшему уменьшению сечения заготовки на 18–10 % в отличии от исходного образца без подачи напряжения сужение произошло на 3 %. На поверхности образцов не обнаруженного существенного различия. А при сравнении схемы подключения подачи электрического импульса к очагу деформации было выявлено что использовании схемы подключения через валки наиболее эффективно, чем подключение к заготовке в среднем на 4–6 %. Применение электропластической деформации при напряжении в 250 В и подключении через обжимные инструменты дает наибольшее сужение сечения с 10 мм до 8.2 мм.
Литература:
- Effect of cold rolling process on microstructure and mechanical properties of high strength β titanium alloy thin sheets / Y. Maa [et al] // Progress in Natural Science: Materials International. -2018. -№ 28. — pp. 711–717.
- Development of a rolling finishing system to deliver net shape components from titanium structural extruded shapes / A. W. Stroud, A. Ertas // Journal of Manufacturing Processes. — 2018. — № 32. — pp. 187–198.
- Leyens, C. Titanium and titanium alloys: fundamentals and applications: textbook / C. Leyens, M. Peters. Wiley-VCH Verlag GmbH & Co., 2003. — 513 p.
- Глазунов, С. Г. Титановые сплавы. Конструкционные титановые сплавы: учеб. / С. Г. Глазунов, В. Н. Моисеев. — М.: Металлургия, 1974. — 368 с.
- Применение титана в народном хозяйстве: учеб. / С. Г. Глазунов [и др.]. — М.: Техника, 1975. — 200 с.

