




Пропитка модифицированной древесины расплавом Biol позволяет значительно улучшить ее физико-механические свойства: повысить водостойкость, влагостойкость, снизить коэффициент трения.
На качество и физико-механические свойства модифицированной древесины большое влияние оказывают режимы пропитки. Поэтому целью данной работы явилось исследование процесса пропитки модифицированной древесины в зависимости от следующих технологических параметров:
- начальной влажности и плотности древесины;
- температуры пропитки;
- предварительного вакуума;
- величины избыточного давления;
- продолжительности выдержки под давлением.
Эксперименты по пропитке проводились на специальной пропиточной установке (рис. 1).
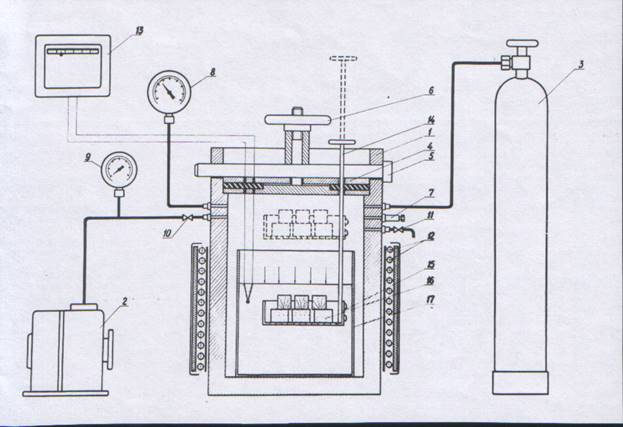
1 – автоклав; 2 – вакуумный насос; 3 – баллон со сжатым воздухом; 4 – крышка автоклава; 5 – фиксирующие стержни; 6 – маховик; 7 – редукционный клапан; 8 – манометр; 9 – вакуумметр; 10 и 11 – краны; 12 – электронагреватели; 13 – потенциометр; 14 – подъемник; 15 – держатель образцов; 16 – образцы из модифицированной древесины; 17 – емкость с наполнителем.
Рис. 1. Схема лабораторной установки для исследования режимов наполнения модифицированной древесины
Эксперименты проводились на лабораторной установке, которая позволяла производить пропитку под действием вакуума до 10 мм рт. ст. и давления до 15 МПа. Основой установки являлся автоклав высокого давления. В качестве рабочего тела использовался сжатый воздух. В рабочей камере возможно было поддерживать температуру на заданном уровне в пределах от + 20 до + 250оС с погрешностью + 2о С.
Пропиточная установка (рис. 1) включает в себя автоклав 1, вакуумный насос 2 и источник высокого давления 3. Герметичность в сосуде высокого давления достигается за счет специальной составной крышки 4, имеющей резиновое уплотнительное кольцо. В момент установки крышка нижней частью опирается на буртик, образованный вследствие различия диаметров загрузочного отверстия и рабочей камеры. От перемещения вверх крышка фиксируется двумя стержнями 5, которые вставляются в отверстия, просверленные в стенке автоклава. Нижняя часть 4рышки имеет шток с резьбой, который проходит через отверстие в верхней половине и снабжен маховиком 6. Вращением маховика нижняя часть крышки распирает резиновое кольцо, создавая тем самым герметичность в сосуде.
Автоклав имеет редукционный клапан 7, позволяющий отрегулировать давление до строго заданной величины, и снабжен манометром 8 и вакуумметром 9. Для перекрытия вакуумной системы в момент создания избыточного давления и для выпуска газа предусмотрены краны 10 и 11.
По наружному диаметру автоклава намотаны электронагревательные спирали 12 и изолированы от него слоем электроизоляционного материала, а снаружи нагреватели закрыты асбестом. Требуемая температура в рабочей камере поддерживается электронным потенциометром 13 с хромель-копелевой термопарой, которая введена в сосуд высокого давления. С целью сокращения времени пропитки или наполнения до минимума автоклав снабжен приспособлением для быстрого опускания и подъема образцов. Приспособление выполнено в виде штока 14, к которому прикреплен держатель образцов 15 с образцами 16. Шток проходит через отверстие в крышке автоклава, имеет два ограничителя для фиксации держателя образцов в крайних верхнем и нижнем положениях и может вертикально перемещаться. В автоклав устанавливается емкость 17 с наполнителем. Вакуумный насос 2 соединен с автоклавом трубопроводом низкого давления. Источником высокого давления служит баллон 3 со сжатым воздухом, который соединен с автоклавом трубопроводом высокого давления.
Установка работает следующим образом. В автоклав 1, обогреваемый электронагревателями 12, устанавливают емкость 17 с пропиточной жидкостью, а в держатель образцов 15 помещаются исследуемые образцы 16 из древесины. Затем автоклав закрывают крышкой 4, фиксируют ее стержнями 5 и герметизируют с помощью маховика 6. Далее открывают кран 10, который перекрывает газовод низкого давления, и включают вакуумный насос 2. Степень разрежения в сосуде контролируется вакуумметром 9. После выдержки образцов из древесины 16 под вакуумом в течение определенного времени кран 10 закрывают и шток 14 опускают вниз до упора, при этом держатель с образцами 16 погружается в пропиточный раствор. Затем открывают вентиль на баллоне 3 и сжатый воздух, поступая по трубопроводу высокого давления в сосуд, создает в нем избыточное давление, под действием которого наполнитель проникает в древесину. Величина рабочего давления контролируется манометром 8. После окончания пропитки шток 14 поднимают вверх до упора, причем держатель 15 с образцами 16 извлекается из пропиточного раствора и занимает крайнее верхнее положение. После этого открывают кран 11 и выпускают газ. Затем, с помощью маховика 6, производится разгерметизация автоклава, вынимаются фиксирующие стержни, снимается крышка 14, и извлекаются образцы 16.
Для пропитки использовались образцы из модифицированной древесины березы с размерами 20х20х30 мм и плотностью 900 – 1200 кг/м3. Выбор древесины березы обусловлен тем, что береза является недефицитной и широко распространенной древесной породой, обладающей к тому же хорошей проницаемостью вследствие равномерного распределения сосудов по всему объему древесины. Наполнителем являлась смазка Biol. Качество пропитки характеризовалось количеством поглощенного наполнителя, глубиной его проникновения и равномерностью распределения по сечению образца. Количество поглощенного древесиной наполнителя определялось по формуле:
р = 
 100 ,
100 ,
где р – степень наполнения, %;
m – масса образца после пропитки, г;
m - масса образца до пропитки в абсолютно сухом состоянии, г.
- масса образца до пропитки в абсолютно сухом состоянии, г.
Теоретически возможное и фактическое количество наполнителя, поглощаемого единицей объема древесины, в г/см3 определяли по формулам:
Qт = (1 -  )
) н ,
н ,
Qф =  ,
,
где Qт - теоретически возможное количество наполнителя, поглощаемое единицей объема древесины, г/см3;
Qф – фактическое количество наполнителя, поглощаемое единицей объема древесины, г/см3;
 – плотность древесины в абсолютно сухом состоянии до пропитки, г/см3;
– плотность древесины в абсолютно сухом состоянии до пропитки, г/см3;
 – плотность древесинного вещества, г/см3;
– плотность древесинного вещества, г/см3;
 – плотность наполнителя, г/см3;
– плотность наполнителя, г/см3;
V – объем образца, см3.
Полученная путем пропитки древесины смазкой Biol модифицированная древесина имеет следующие физико-механические показатели:
плотность, кг/м3 1200 ….. 1300
предел прочности при сжатии вдоль волокон, МПа 140 ….. 170
влагопоглощение за 24 часа, % 1,5 ….. 2,0
коэффициент трения на самосмазке 0,05 ….. 0,08
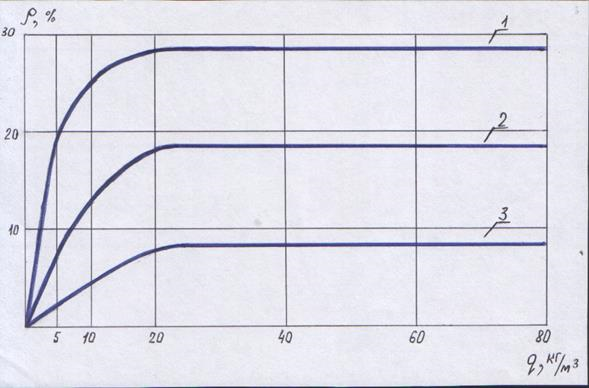
1 - = 940 кг/м3; 2 - = 1090 кг/м3; 3 - = 1240 кг/м3.
Рис. 2. Зависимости коэффициента степени наполнения () от избыточного давления (q) для модифицированной древесины с различной исходной плотностью
На основании проведенных исследований получены следующие результаты.
С повышением влажности и плотности древесины ее поглощающая способность снижается, причем с уменьшением плотности диапазон предельного влажностного состояния расширяется.
Пропитку модифицированной древесины необходимо проводить при влажности, не превышающей 6 – 10 %, учитывая ее плотность и время выдержки. Качественную пропитку имеет модифицированная древесина, имеющая плотность не более 1100 – 1150 кг/м3.
Температура пропитки в исследуемом диапазоне 100 – 150о С не оказывает существенного влияния на поглощающую способность древесины.
Величина избыточного давления существенно влияет на процесс пропитки. В начальный период, с повышением давления до 20 – 40 бар, степень наполнения возрастает с интенсивностью обратно пропорциональной плотности модифицированной древесины. Дальнейшее повышение давления до 40 – 60 бар практически не изменяет степени наполнения модифицированной древесины (рис. 2).
Продолжительность выдержки под давлением не превышает 1 – 2 мин., после чего давление не оказывает заметного влияния на процесс пропитки.
Предварительное вакуумирование при пропитке увеличивает привес образцов на 3 – 5 %.
Модифицированная древесина, наполненная смазкой Biol, может использоваться, например, в качестве подшипников скольжения в узлах трения машин и механизмов, работающих без смазки или с ограниченной подачей смазки. Применение самосмазывающихся втулок из модифицированной древесины позволит упростить техническое обслуживание оборудования, снизить расход смазочных материалов и в ряде случаев увеличить долговечность подшипниковых узлов.
Литература:
1. Чаадаев А.Е. Исследование технологических параметров получения антифрикционной прессованной древесины [Текст]: межвуз. сборник Модифицированная древесина и ее использование в народном хозяйстве/ А.Е.Чаадаев.-Воронеж: ВГУ, 1978.-С.51-55.
2. Чубов Н.И. Модификация прессованной древесины [Текст]: /Н.И.Чубов.-Воронеж: ВГУ, 1979.-104 с.
