





Круглопильные станки с двумя взаимно-перпендикулярными круглыми пилами для распиловки брёвен нашли своё распространение на предприятиях лесного комплекса благодаря простоте конструкции, хорошему качеству выпиливаемых материалов и высокому процентному выходу продукции, достигающему 75 % от объема сырья. В связи с особым способом распиловки, когда выпиливается доска одновременно по пласти и торцу расположенными под углом 90о пилами, эти станки получили название угловых.
Процесс распиловки бревна на станке производится смещением обеих боковых горизонтальных пил при выпиловке каждой последующей доски. После выпиловки всех досок на плоскости распила, блок обеих пил опускается вниз на величину толщины доски и производится пропил в следующей плоскости.
В связи с такой последовательностью распиловки для каждого диаметра бревна назначается своя схема распила постав. Как правило, поставы рассчитываются на компьютерах и в виде программы устанавливаются в блок управления станков. Технические характеристики станков представлены в (таблице 1):
Таблица 1
Технические характеристики станков
|
|
UNIVERSAL-1000 |
UP-700 |
БАРС-1А |
|
Диаметр бревна, мм |
150–1000 |
100–1000 |
100–1000 |
|
Длина бревна, мм |
2500–6200 |
1000–6500 |
700–7000 |
|
Диаметр пил, мм |
450–550 |
450–550 |
400–600 |
|
Количество пильных дисков, шт |
2 |
1 |
2 |
|
Максимальное сечение отпиливаемой доски, мм |
200 х 200 |
200 х 200 |
180 х 180 |
Производительность угловых станков по сырью обычно принято рассчитывать по формуле 1:
![]()
где: Qбр — объем бревна, с1 — коэффициент использования машинного времени, tц — время цикла распиловки одного бревна, tдоп — дополнительное время.
Эта основная составляющая методики расчета производительности имеет свои особенности, зависящие от устройства станков.
Для станков со скоростью надвигания, регулируемой в зависимости от максимальной нагрузки на двигатели пиления и выпиливающих доски с холостым обратным ходом.
Время цикла для распиловки одного бревна по формуле 2:
![]()
где: Tц. — время цикла; tп2 — врем выпиловки срезок и горбыля; tу — время установки пил на новый рез; tп3 — время подготовительно заключительных работ относящихся к 1 бревну; включает укладку, центрирование, закрепление, сброску недопила; tп — время пиления, зависит от мощности двигателя пиления.
Скорость надвигания пилы рассчитывается по формуле 3:
![]()
где: Vн. — скорость надвигания, N — мощность двигателя пильного диска, η — коэффициент полезного действия, k — коэффициент удельного сопротивления реакции при пилении, b — толщина диска пилы, H — принимается по ширине пласти доски.
tох — время обратного хода, принимается равным 2Vн. Эта формула применяется для станков типа “БАРС 1А”, имеющих холостой ход пильного узла.
Для станков, производящих пропил при прямом и обратном ходе пильного узла, применяется следующая формула определения Tц:
![]()
где: tср — среднее время надвигания при попутном tпоп и встречном пилении tвст:
![]()
вследствие небольшой разницы Vн.п и Vн.в можно принять одну из них за основу и tср определить по формуле 5:
![]()
У станков типа “ UP — 700” с одной пилой, устанавливаемой на каждый рез вертикально или горизонтально, применяется следующая формула определения Tц:
![]()
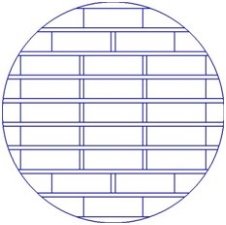
Рис. 1. Схема распиловки бревна
На рис.1 представлена расчетная схема распиловки бревна диаметром 450мм и сечением доски 40мм × 120мм.
Расчетное время его распиловки для станка “UNIVERSAL — 1000” по формуле 4:
![]() 17 минут 6 сек.
17 минут 6 сек.
Расчетное время для станка типа “БАРС 1А” по формуле 2:
![]()
Расчетное время для станка типа “ UP-700” по формуле 6:
![]()
![]()
Рассчитаем почасовую производительность по формуле 1 и все данные занесем в (таблицу 2):
Таблица 2
Итоговые данные расчетов
|
Тип, марки станка |
UNIVERSAL-1000 |
UP-700 |
БАРС-1А |
|
Время цикла, с |
1000 |
1636 |
1263 |
|
Производительность час, м3 |
2,74 |
1,68 |
2,17 |
Следовательно, при расчёте угловых круглопильных станков следует учитывать особенности их конструкций и условий распиловки бревна.
Литература:
- Гороховский К. Ф.. Лившиц Н. В. Основы технологических расчетов оборудования лесосечных и лесоскладских работ: учебное пособие для вузов –М.: Лесная промышленность, 1987–256 с.
