На сегодняшнее время одна из важнейших проблем в производстве и эксплуатации винтового забойного двигателя является разрушение резиновой обкладки статора. Повреждения эластомерной обкладки ведут к значительному снижению энергетических характеристик двигателя вплоть до его полного отказа.
Во время работы двигателя ротор планетарно вращается внутри статора, постоянно соприкасаясь с его зубьями и образуя камеры высокого и низкого давления. Резиновые зубья статора при этом получают циклические деформации.
При бурении глубоких скважин с высокими температурами на забое на обкладку статора ВЗД одновременно воздействует высокое давление промывочной жидкости и температура. Так же, резина имеет высокий коэффициент температурного расширения. Под действием этих двух факторов происходит искажение проектного циклоидального профиля обкладки статора.
Все последние исследования ведутся в сторону улучшения энергетических характеристик ВЗД, а именно увеличение жёсткости винтовых зубьев рабочих органов и улучшении отвода тепла от резиновой обкладки. Рассматривается стандартная конструкция статора, представляющая собой металлический остов с внутренней цилиндрической расточкой и прикрепленной резиновой обкладкой, имеющей внутреннюю винтовую поверхность циклоидального профиля. Стандартная конструкция сравнивается с новой конструкцией статора, отличающейся тем, что металлический остов имеет внутреннюю винтовую поверхность циклоидального профиля и прикрепленную к нему резиновую обкладку. Известны следующие конструктивно-технологические решения по формированию внутреннего винтового профиля металлического корпуса статора:
– фрезерование внутренней поверхности трубной или цилиндрической металлической заготовки;
– ковка трубной металлической заготовки на винтовом сердечнике;
– литье металла в полость между корпусом и винтовым сердечником;
– пластическое деформирование методом обкатки роликами внутренней поверхности металлической заготовки;
– набор металлических пластин или сегментов с вырезанным циклоидальным профилем;
– установка в цилиндрический корпус тонкостенного винтового штампованного металлического вкладыша;
– установка в сердцевину резинового зуба металлического прутка.
– Для устранения конструкционных и эксплуатационных недостатков стандартной конструкции статора предложена новая конструкция в двух вариантах конструктивного исполнения (рис. 1.1) — статор ВЗД, состоящий из металлического остова с внутренним винтовым циклоидальным профилем и прикрепленной к нему упругоэластичной обкладкой постоянной толщины.
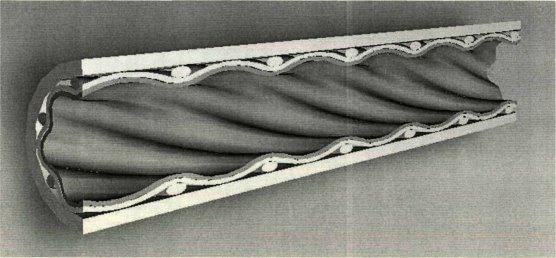
а — винтовая оболочка армирована металлическим цилиндрическим прутком
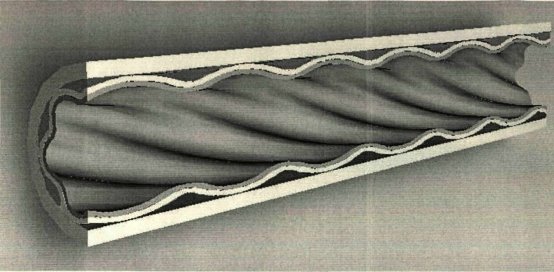
б — винтовая оболочка армирована теплопроводным наполнителем
Рис. 1 Фрагмент новой конструкции экспериментальных статоров ВЗД
Для армирования резинового зуба статора используется тонкостенная винтовая металлическая оболочка. Оболочка изготовлена методом гидроштампирования. Кольцевая полость между цилиндрическим корпусом и гидроштампованной оболочкой заполняется теплопроводным наполнителем. В данную полость возможна установка металлического цилиндрического прутка.
Изготовление статора с остовом с внутренним винтовым металлическим профилем и резиновой обкладкой, профиль которой эквидистантен циклоидальному профилю металлического остова, приводит к повышению жесткости винтового зуба статора. При увеличенной жесткости винтовой зуб статора имеет значительно сниженные перемещения под действием перепада давления промывочной жидкости в рабочих камерах героторного механизма и воздействием ротора, сохраняя при этом контактное взаимодействие рабочих органов. Уменьшаются утечки рабочей жидкости из камер высокого давления в камеры низкого давления. За счет снижения объемных потерь новая конструкция статора позволяет увеличить межвитковый перепад давления промывочной жидкости в рабочих камерах статора при его работе.
Момент на выходном валу двигателя напрямую зависит от межвиткового перепада давления в статоре:
![]() (1)
(1)
где
P — перепад давления в PO, Па
V — рабочий объем, ![]()
При увеличении перепада давления в статоре возрастает крутящий момент на выходном валу двигателя. Так по сравнению со стандартным статором новый статор с винтовым зубом повышенной жесткости увеличивает крутящий момент ВЗД.
При уменьшении объемных потерь в РО появляется возможность использовать меньший натяг в зацеплении без увеличения их длины и ухудшения энергетических характеристик, что должно снизить износ поверхностей скольжения ротора и статора, уменьшить механические потери на трение в механизме, а также уменьшить давление запуска двигателя.
Другим положительным моментом использования новой конструкции статора ВЗД является возможность уменьшения длины зацепления его РО без увеличения натяга в зацеплении и ухудшения энергетических характеристик.
Значительное уменьшение протоков промывочной жидкости из рабочих камер двигателя, образованных винтовыми поверхностями ротора и статора, должно уменьшить падение оборотов ротора при возрастающем тормозном моменте на него или, другими словами, улучшить нагрузочную характеристику героторного механизма (сделать её более «жесткой»). Зависимость частоты вращения ротора от увеличения тормозного момента на выходном валу двигателя на графике становится более пологой, как показано на рис. 1.8.
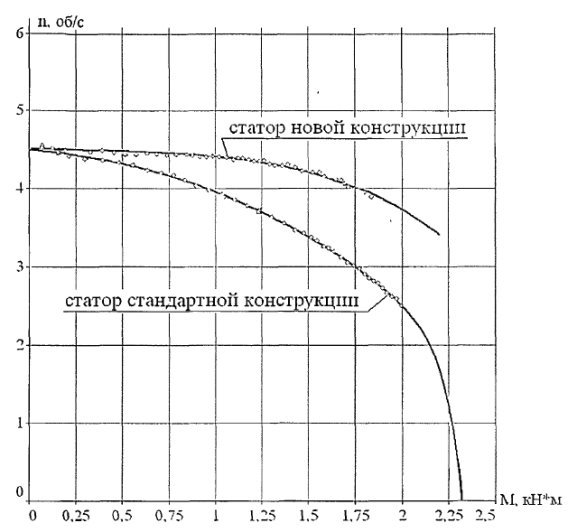
Рис. 2. Нагрузочная характеристика статоров габарита 95 мм сопоставимой длины с кинематическим отношением 5/6 при расходе 8 л/с
При бурении скважин винтовым забойным двигателем со статором новой конструкции его более жесткая нагрузочная характеристика обеспечивает значительно меньшее снижение частоты вращения ротора при увеличивающемся тормозном моменте на вал, который может возникнуть, например, при сужении ствола во время проработки скважины или увеличенной осевой нагрузке на забой. Также более жесткая нагрузочная характеристика нового статора позволит более точно регулировать частоту вращения выходного вала ВЗД изменением расхода промывочной жидкости на буровых насосах.
Помимо таких явных преимуществ как повышение крутящего момента для эффективного использования долот РБС, уменьшения длины статора и уменьшения натяга в зацеплении рабочих органов применение новых статоров за счет повышения мощности привода позволит снизить энергозатраты при бурении скважин. Новый статор может использоваться с той же эффективностью углубления скважины, что и стандартный статор, но при этом затрачиваться будет часть от его максимальной мощности в то время, как стандартный будет работать на полную мощность. Другими словами, новый статор позволит работать при меньшем расходе рабочей жидкости, буровые насосы будут работать при меньшей производительности, что обуславливает экономическую эффективность.
Литература:
- Балденко Д. Ф. Отечественные винтовые забойные двигатели и прогресс буровой техники и технологии/ Ю. А. Коротаев//
- Строительство нефтяных и газовых скважин на суше и на море.- 2003.- № 5.- С. 14–22.
- Балденко Д. Ф. Одновинтовые гидравлические машины: в 2 т./ Ф. Д. Балденко, А. Н. Гноевых// — М.ЮОО «ИРЦ Газпром», 2007.
- Бобров М. Г. Результаты исследований энергетической характеристики винтового забойного двигателя Д1–195/ A. M. Кочнев // Нефтяное хозяйство. -1988. -№ 6.
- Писаренко Г. С. Сопротивление материалов: Учебник для вузов. -4-е изд., перераб. и доп. -Киев: Вища школа. Головное изд-во, 1979. -696 с.
- Delpassand, Majid S., 1995, «Mud Motor Stator Temperature Analysis Technique», ASME Drilling Technology, Book No H00920. URL: http://www.bicodrilling.com/spirostar.php (дата обращения: 07.10.2007).
- Захарченко П. И. Справочник резинщика. Материалы резинового производства / Ф. И. Яшунская, В. Ф. Евстратов, П. Н. Орловский // -М.: Химия, 1971.-608 с.
- Балденко Ф. Д. Особенности трения рабочих органов' одновинтовых гидромашин. -М.: ВНИИОЭНГ. -1988. -№ 3.

