




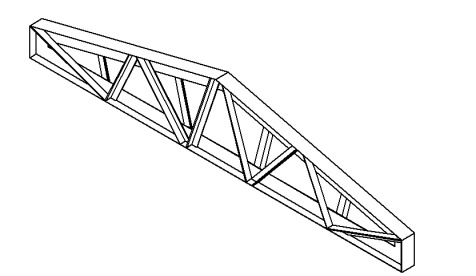
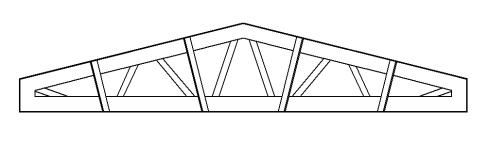
Стропильная ферма представляет собой используемую для устройства скатных крыш жесткую конструкцию. Она необходима, чтобы перераспределить нагрузку, которой подвергается кровля, на стены здания.
Материал конструкции — сталь ВСт3сп
В обозначении марок:
буквы Ст — сталь, цифры от 0 до 6 — условный номер марки в зависимости от химического состава и механических свойств, например Ст0, Ст1
буквы Б и В перед буквами Ст — группа стали; группа А не указывается, например Ст3, Б Ст3, Вст3
буквы, добавляемые после номера марки, — степень раскиcления: кп — кипящая, пс — полуспокойная, сп — спокойная, например Ст3кп, Ст3пс, Вст3сп
цифры, добавляемые в конце обозначения марки, указывают на категорию стали, например Ст3пс2, Бст3кп2; 1-я категория в обозначении марки не указывается
буква Г после номера марки стали обозначает повышенное содержание марганца, например Ст3Гпс [1].
|
Марка: |
ВСт3сп |
|
Заменитель: |
ВСт3пс |
|
Классификация: |
Сталь конструкционная углеродистая обыкновенного качества |
|
Применение: |
несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-й категории) — для несущих элементов сварных конструкций, работающих при переменных нагрузках: при толщине проката до 25 мм в интервале температур от —40 до +425 ° С; при толщине проката свыше 25 мм — от —20 до +425 °С при условии поставки с гарантируемой свариваемостью. |
|
Зарубежные аналоги: |
Известны |
Химический состав в % материала ВСт3сп
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
As |
|
0.14–0.22 |
0.12–0.3 |
0.4–0.65 |
до 0.3 |
до 0.05 |
до 0.04 |
до 0.3 |
до 0.3 |
до 0.08 |
Технологические свойства материала ВСт3сп.
|
Свариваемость: |
без ограничений. |
|
Флокеночувствительность: |
не чувствительна. |
|
Склонность к отпускной хрупкости: |
не склонна. |
Механические свойства при T=20oC материала ВСт3сп [2].
|
Сортамент |
Размер |
Напр. |
в |
T |
5 |
|
KCU |
Термообр. |
|
- |
мм |
- |
МПа |
МПа |
% |
% |
кДж / м2 |
- |
|
Поковки |
до 100 |
353 |
175 |
28 |
55 |
640 |
Нормализация |
|
|
Поковки |
100–300 |
353 |
175 |
24 |
50 |
590 |
Нормализация |
|
|
Прокат горячекатан. |
до 20 |
370–480 |
245 |
26 |
|
|
Состояние поставки |
Свариваемость — способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям.
Свариваемость металлов можно оценить предварительно расчетным путем, используя сведения о химическом составе, характеристики подлежащих сварке соединений и параметры технологических условий сварки.
Стали, у которых Сэкв ≤ 0,45 %, считаются не склонными к образованию холодных трещин при сварке. При Сэкв > 0,45 % стали становятся склонными к трещинам [3].
Свариваемость сталей
|
Группа свариваемости |
Сэк,% |
Марки сталей |
Условия сварки |
|
|
Углеродистые |
Легированные |
|||
|
I Хорошая |
до 0,25 |
ВСт1; ВСт2; ВСт3; ВСт4; 15; 20; 25 |
15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД |
Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды |
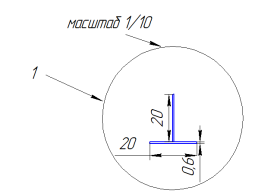
Ферма, которую нам необходимо изготовить состоит из 1) сварной тавровой балки (стропильная нога) и 2) прокатного уголка (ригель).
Сборка
Сборка проходит на специальном стенде (столе) с подготовленными зажимами и стробцинами.
Сборка начинается со сборки на стенде основного каркаса состоящего из тавров. Основной каркас состоит из трёх узлов.
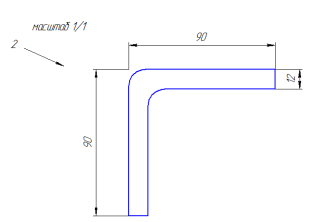
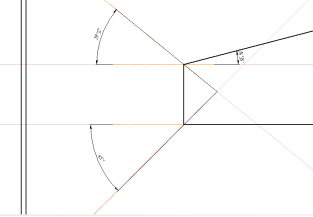
1) Рассмотрим сборку первого узла.
Углы, под которыми необходимо обрезать заготовку:
Далее размещаем заготовки на стенде и ставим прихватки ручной дуговой сваркой.
По аналогии производим сборку второго узла. Так как они являются симметричными.
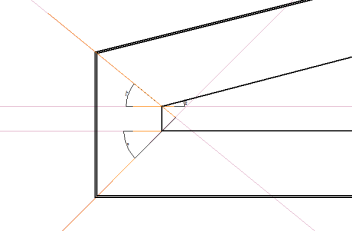
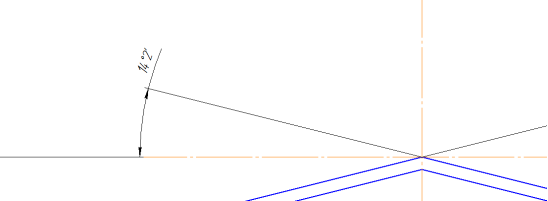
2) Рассмотрим сборку третьего узла
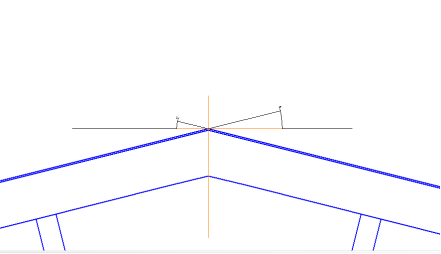
Углы, под которыми необходимо обрезать заготовку:
С третьим узлом порядок действий такой же, как и с первыми двумя. Размещаем заготовки на стенде и ставим прихватки ручной дуговой сваркой.
Далее закрепляем изделие к сборочному стенду струбцинами и производим сварку теме же электродами для РДС.
3) Приварка уголков
Последним пунктом в сборке данной стропильной фермы является приварка уголков. Она проводится в три этапа.
3.1 Собираем одну из сторон на прихватки, как показано на эскизе.
3.2 Обвариваем уголки
3.3 Кантуем деталь на другую сторону, и закрепляем её
3.4 Прихватываем уголки с другой стороны
3.5 Обвариваем их.
Уголки размещаются с двух сторон для компенсации напряжений от сварки.
Сварочные работы.
В данном случае для нашей стали подойдут любые электроды
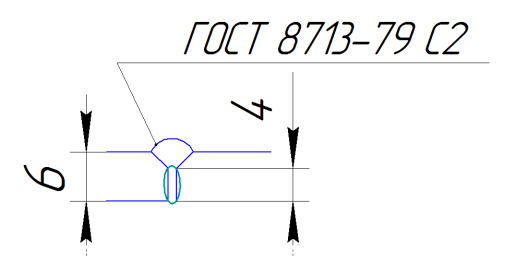
Все этапы сварки выполняются РДС. Так как толщина стенки и пролки тавра всего 6 мм, сварка выполняется односторонним швом с разделкой кромок
Литература:
- ГОСТ 380–2005 Сталь углеродистая обыкновенного качества. Марки (с Изменением N 1) — Сб. ГОСТов. - М.: Стандартинформ, 2009.
2. ГОСТ 19282–73 Сталь низколегированная толстолистовая и широкополосная универсальная. Технические условия — Государственный комитет СССР по стандартам. Москва
3. И. Гривняк, Свариваемость сталей — М.,1984–354 с.
