




Современное автоматизированное производство требует постоянного контроля основных технологических параметров всех процессов и особенно чёткой связи между сенсорами и системами управления, включая и центральные процессорные системы, и управляющие компьютеры.
Если в качестве примера рассматривать современное фармацевтическое производство, то в каждой технологической ёмкости такого производства можно найти так называемые мёртвые зоны, в которых процессы замедлены и их динамика в корне отличается от тех же процессов в активных частях технологической ёмкости, где имеет место, как правило циркуляционное, развитое турбулентное движение технологических жидкостей.
В углах таких ёмкостей уровень динамической активности резко снижается и результаты химических реакций могут существенно отличаться от зон с развитой турбулентностью.
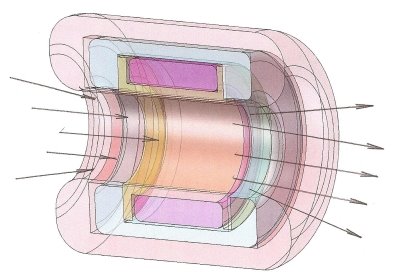
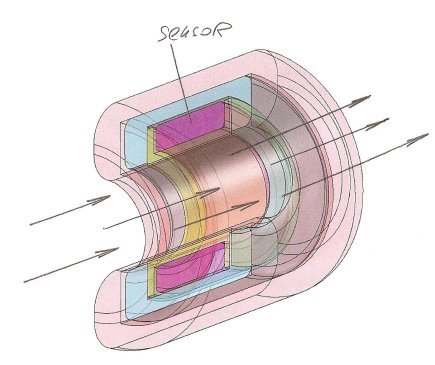
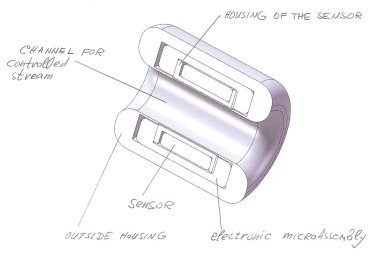
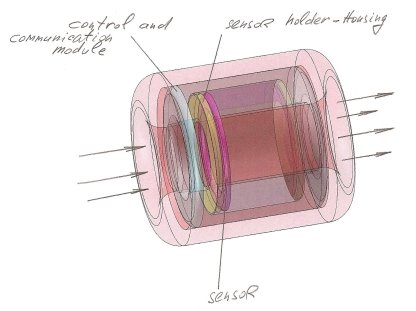
Для того, что бы контролировать химико-реакционную активность всего рабочего объёма технологической ёмкости и по мере необходимости уравнивать все основные рабочие параметры процесса и кроме того для того, что бы обеспечить одинаковое время качественного технологического процесса во всех точках рабочего объёма технологической ёмкости, на базе современных достижений и возможностей бесконтактной сенсорной техники формируется сенсорный модуль в виде втулки, в котором встраивается сенсор — соленоид, определённой конструкции.
Прежде всего сенсорному модулю придают такую форму, которая полностью соответствует основным свойствам жидкостей, которые участвуют в технологическом процессе, инициированном в технологической ёмкости.
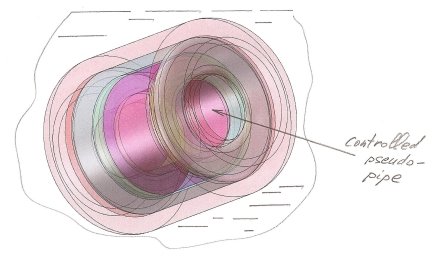
Так, как сенсорный модуль имеет вид втулки, в которой торцы спрофилированы таким образом, что их кромки закруглены и в сочетании с цилиндрической частью втулки формируют торообразные вводы в цилиндрическую часть втулки.
Радиусы торообразных поверхностей зависят от вязкости контролируемых жидкостей и выполнены таким образом, чтобы не создавать гидравлического сопротивления и не замедлять движения жидкостей через внутреннее отверстие втулки.
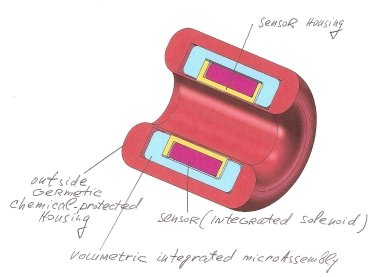
Высота микронеровностей у всех внутренних поверхностей втулки выполняется минимальной для того, чтобы, кроме всего, снизить и механическое сопротивление движению контролируемых жидкостей через втулку сенсорного модуля.
Таким образом сенсорный модуль подгоняется к конкретным условиям в технологической ёмкости.
Теперь, чтобы применить автоматический контроль необходимых параметров во всех фазах процесса, необходимы соответствующие математические модели как фрагментов процесса, так и реакций всех элементов системы на импедансно-резонансный фон вокруг сенсорного модуля.
Сенсорный модуль имеет два основных исполнения; первое исполнение, — для установки непосредственно на технологическом трубопроводе перед вводом в рабочий объём технологической ёмкости, в пределах производственных помещений; второе исполнение, — переносное, предназначенное для отбора из мёртвых зон технологических ёмкостей пробы технологического раствора или смеси технологических растворов в отрезок трубопровода, на котором установлен сенсорный модуль.
Оба исполнения продукта (сенсорного модуля со всей необходимой внутренней и внешней инфраструктурой) имеют лаконичный дизайн, изготовлены из пластика, как правило поливинилхлорида, компактны и просты в использовании;
Принцип работы для обоих исполнений прибора основан на сравнении эталонных сигналов резонансного сенсора с сигналом, полученным от пробного измерения; эталонный сигнал получен на полностью соответствующим требованиям стандартов технологическим многокомпонентном или водном растворе.
Сенсор сенсорного модуля в сочетании с дополнительным оборудованием сенсорных приборов фиксирует малейшие отклонения от эталонного сигнала; порог чуствительности составляет для металлов 0.000000005 грамма; для радиоактивных изотопов,- 0.000000000001 грамма; для солей жёсткости и силикатов,- 0.000001 грамма; для органических кислот и соединений, включая фенолы и следы поверхностно активных веществ, моющих средств и минеральных удобрений,- 0.0000001 грамма; все указанные концентрации указаны в расчёте на один литр воды.
Прибор (сенсорный модуль) в простейшем исполнении не разделяет и не фиксирует селективно каждый компонент загрязнений или примесей, но благодаря своей чувствительности, определяет 50 % порог опасных для точности технологического процесса или для чистоты и стабильности технологического процесса концентраций компонентов и ингредиентов, загрязнений в питьевой или технологической воде; такая высокая точность автономного производственного прибора (сенсорного модуля), позволяет постоянно контролировать качество процесса, воды, используемой в технологических целях и ещё до достижения концентрации загрязнений или примесей опасного уровня, принять меры по их эффективному устранению.
В системе сенсорного модуля все электронные платы и микромодули должны иметь максимально возможное быстродействие без привлечения дополнительных ресурсов энергии
Так как электронный сенсорный модуль должен работать в автономном режиме, то наиболее вероятно, что именно система, построенная основываясь на принципах РИТМ — технологии может обеспечить выполнение всех требований и условий системы (РИТМ — технология, — это размерное избирательное травление металла).
Автор считает необходимым привести пример такого сквозного технологического процесса, определяющего возможность создания модуля для установки, охлаждения, управления и контроля энергетически насыщенных опто-электронных систем
Классический процесс такого вида, включает в себя абсолютно новые элементы со следующими этапами обработки компонентов:
– подготовку поверхности стальной ленты (руллона) (вместо стальной может быть любой другой — металлической, имеющей явно выраженные пружинные свойства);
– нанесение фоторезиста (фоторезист с максимально высокими разрешающими способностями);
– проявление фоторезиста;
– скоростное струйное электрохимическое покрытие никеля (толщиной в 2–3 микрона);
– скоростное струйное электрохимическое покрытие меди (толщиной в 25–35 микрон);
– поскольку этот технологический феномен является основным базовым отличием и формирует пакет существенных преимуществ метода, — автор даёт некоторое объяснение и определение этому феномену;
– скоростное струйное электрохимическое покрытие- скоростной гальванический процесс в селективно ориентированном, направленном потоке электролита, с постоянно обновляющей электролит системой циклической рециркуляции, в которую входят: ёмкость с электролитом с определёнными и постоянно в режиме реального времени контролируемыми и регулируемыми следующими параметрами режима содержания электролита, как:
- концентрации никеля и меди
- температуры
- уровня кислотности или щёлочности
- плотности
- кондуктивности (проводимости)
(благодаря преимуществам технологии нет необходимости в использовании органических добавок- брайтнеров)
В систему также входят:
- насос с фильтром
- анод для струйной металлизации, который имеет растворимый в данном типе электролита и нерастворимый в данном типе электролита компоненты, установленные последовательно по ходу движения электролита, причём, -
- нерастворимый компонент выполнен из композитной, углеграфитной, токопроводящей ткани, расположен параллельно металлизированной поверхности и последним по ходу движения электролита и первым перед покрываемой поверхностью (катодом), а также расположен параллельно металлизированной поверхности и последним по ходу движения электролита и первым перед покрываемой поверхностью (катодом), а кроме того оба компонента подсоединены к положительному электрическому потенциалу и имеют избирательную регулируемую проницаемость для электролита.
В аноде имеется система равномерного распределения электролита по плоскости растворимого компонента, которая автоматически повторяется на нерастворимом компоненте и, следовательно, и на металлизируемой поверхности — катоде.
Это процессы:
– удаление фоторезиста
– травление железа с одной стороны на половину толщины стальной ленты
– удаление продуктов травления с поверхности аэродинамическим и за этим,- гидродинамическим воздействием (отдельная инновационная технология)
– опрессовка жидкотекучей полимерной композицией,- по такому порядку, -
– заливка мономером
– последующая полимеризация
– термостабилизация
– травление железа со второй стороны (с теми же отличиями)
– опрессовка со второй стороны (с теми же отличиями)
– нанесение протектора на электропроводные структуры
– покрытие в вакууме всех теплопроводящих структур — слоистой системой из полупроводниковых наноструктурных поликристаллических алмазных плёнок
Стандарты здравоохранения и технологические стандарты большинства развитых стран рекомендуют постоянный мониторинг качества компонентов и материалов, используемых в технологических процессах, а также воды и водных растворов, и реализация этого требования часто наталкивается на отсутствие на рынке надёжного, простого в использовании и точного прибора (аналога предлагаемого автономного сенсорного модуля), цена которого позволит его массовое приобретение и использование.
Предлагаемые в соответствии с предложениями автора этой статьи исполнения прибора, — сенсорного модуля, полностью соответствуют требованиям стандартов, как по безопасности применяемых материалов, так и по эффекту применения.
Оба исполнения прибора технологичны в изготовлении, не требуют при изготовлении применения каких- либо специальных технологий и могут изготавливаться практически в условиях небольших предприятий, при оптимальном уровне цены.
Это позволяет районирование при изготовлении прибора, то есть сборку в местах реализации, что снижает транспортные расходы и позволяет вести реализацию с колёс, что исключает издержки на содержание складов.
Приложение 1
|
United States Patent Application |
20130178721 |
|
Kind Code |
A1 |
|
July 11, 2013 |
VIVO DETERMINATION OF ACIDITY LEVELS
Abstract
A bolus for use in a ruminant animal's reticulum includes a cavity (100) configured to receive ruminal fluids present in the stomach. The cavity has walls (110) of a dielectric material and is encircled by a coil member (120), which is configured to subject the ruminal fluids to an electro-magnetic field. A Sensor element (310) measures the electromagnetic field's influence on the ruminal fluids and thus register an electromagnetic property representative of an acidity level of said fluids. A transmitter (410) transmits a wireless output signal (SD) reflecting the acidity measure.
Приложение 2
|
United States Patent Application |
20130173180 |
|
Kind Code |
A1 |
|
July 4, 2013 |
DETERMINATION OF ATTRIBUTES OF LIQUID SUBSTANCES
Abstract
A monitoring unit (100) that determines parameters (p1, p2) of an attribute (P) of a liquid substance flowing (F) through a dielectric conduit (110) includes plural coil members (121, 122) encircling the dielectric conduit (110) that subjects a flow of the liquid substance to plural different electromagnetic fields (B(f)), and under influence thereof measuring circuitry registers corresponding impedance measures (z(f)) of the liquid substance. A processor (130) derives the parameters (p1, p2) of the attribute (P) based on the registered impedance measures (z(f)).
Приложение 3
|
United States Patent |
8,694,091 |
|
April 8, 2014 |
In vivo determination of acidity levels
Abstract
A bolus for use in a ruminant animal's reticulum includes a cavity (100) configured to receive ruminal fluids present in the stomach. The cavity has walls (110) of a dielectric material and is encircled by a coil member (120), which is configured to subject the ruminal fluids to an electro-magnetic field. A Sensor element (310) measures the electromagnetic field's influence on the ruminal fluids and thus register an electromagnetic property representative of an acidity level of said fluids. A transmitter (410) transmits a wireless output signal (SD) reflecting the acidity measure.
Приложение 4
|
United States Patent |
9,316,605 |
|
April 19, 2016 |
Determination of attributes of liquid substances
Abstract
A monitoring unit (100) that determines parameters (p1, p2) of an attribute (P) of a liquid substance flowing (F) through a dielectric conduit (110) includes plural coil members (121, 122) encircling the dielectric conduit (110) that subjects a flow of the liquid substance to plural different electromagnetic fields (B(f)), and under influence thereof measuring circuitry registers corresponding impedance measures (z(f)) of the liquid substance. A processor (130) derives the parameters (p1, p2) of the attribute (P) based on the registered impedance measures (z(f)).
Приложение 5
|
United States Patent Application |
20120029845 |
|
Kind Code |
A1 |
|
February 2, 2012 |
APPARATUS AND METHOD FOR FLUID MONITORING
Abstract
According to some embodiments, an apparatus and method are provided for detecting the composition of a fluid. An alternating electromagnetic field may be applied to the fluid and distortions in the electromagnetic field are compared with predetermined, expected distortion «signatures» for particular components at particular concentrations. The presence and concentration of the components in the fluid may be detected by detecting these distortion signatures.
