




В статье затронуты и рассматриваются некоторые теоретические аспекты повышения долговечности подшипниковых узлов центробежных насосов применением полимерной композиции — анаэробного герметика АН-6.
Водное хозяйство Республики Узбекистан — это сложный комплекс ирригационных систем, обслуживающих около 4,3 млн.га орошаемых земель, включающий более 180000км сети каналов, 140000 км коллекторно-дренажной сети, около 160000 сооружений, из которых свыше 800 крупных, 1588 насосных станций годовой мощностью 8,0 млрд. кВт, 55 водохранилищ общей емкостью 19,8 млрд.м3 и более 4100 скважин [1].
В каждой области региона созданы и функционируют управления насосных станций (УНС), включающие предприятия по контролю эксплуатации, ремонту и техническому обслуживанию самих насосов. По всей стране их насчитывается порядка двадцати управлений. Основной задачей этих управлений является непрерывность функционирования насосных станций в заданном регионе согласно нормативным и техническим требованиям.
На сегодняшний день в Республике Узбекистан функционируют более 70 тысяч фермерских хозяйств. На каждое фермерское хозяйство в среднем приходится 80 га орошаемой земельной площади.
Известно, что в настоящее время во многих этих хозяйствах широко применяются водяные насосы центробежного типа различных модификации, мощностей и производительности. Продолжительность функционирования этих насосов во многом зависит от своевременного проведения планово-предупредительных работ (ППР) и ремонта в ходе их эксплуатации.
Практика эксплуатации центробежных насосов показывает, что большая его часть теряет работоспособность не вследствие поломок, а в результате износа отдельных деталей.
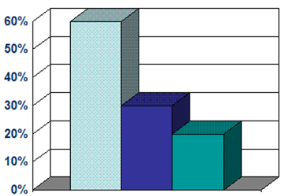
Проведенный анализдефектов и выявления причины повышенной вибрации центробежных насосов и износа подшипниковых узлов, поступивших в АО «Сувмаш» показал, что основными факторами являются: несоосность и дисбаланс (Рис. 1) [1].
![]()
Рис. 1.Основные причины повышенной вибрации
центробежных насосов
Из диаграммы видно, что несоосность, неточности геометрии машин (параллельность, перпендикулярность валов и направляющих), дисбаланс валов в большинстве случаев может в совокупности достигать 80 %.
Анализ дефектов подшипниковых узлов центробежных насосов проведенных в ОАО «Сувмаш» показывает, если зазор между обоймой и шариком превышает 0,1 мм при его ø50 мм; 0,2 мм — для подшипников ø50 … 100 мм; 0,3мм — для диаметров более 100 мм, то эти подшипники восстановлению не подлежат, а требуют замене [2].
Посадочные места под подшипники скольжения с эллипсностью и конусностью менее 0,04 мм рекомендуется восстанавливать до уменьшения номинального диаметра на 2–3 %.
Существует гипотеза, утверждающая, что при работе механизмов и машин осуществляется два процесса: схватывание металлического сплава и окисление пластически деформированных поверхностных слоев с образованием растворов и химических соединений кислорода с материалами деталей по поверхности их взаимного контакта. Допуская, что изнашивание всей поверхности детали происходит равномерно, число циклов до разрушения, необходимое для аналитической оценки интенсивности износа, может быть определено из уравнения [3]:
 (1)
(1)
где:b, v — параметры кривой опорной поверхности;
ɛ- относительное сближение поверхностей;
hmax– высота максимального выступа истирающей поверхности;
ξ — коэффициент, учитывающий влияние на величину площади фактического контакта упругих деформаций (0,5< ξ>1);
ηс- относительная контурная площадь, участвующая в процессе трения;
d– средний диаметр единичного пятна контакта;
n — число циклов до разрушения.
В ряде случаев считают, что понятие усталостного износа как вида разрушения, при котором материал подвергается повторному действию сил, приводящих к накапливанию в нем повреждений, может быть использовано и для анализа процесса, который классифицируется как адгезионный износ [3].
При упругом насыщенном контакте все микронеровности, которые расположены на контурной площади контакта, образуют зоны контакта. Условие реализации упругого насыщенного контакта имеет вид [3]:
![]() (2)
(2)
где:PCH — упругость насыщенного контакта;
E -модуль упругости;
![]() -безразмерный комплекс, характеризующий шероховатость поверхности;
-безразмерный комплекс, характеризующий шероховатость поверхности;
Rmax — наибольшая высота неровностей профиля, мкм;
r — приведенный радиус неровности, мкм;
v, b — параметры, зависящие от вида обработки;
μ — коэффициент Пуассона;
ατ — коэффициент, учитывающий напряженное состояние в зоне контакта и кинематические особенности взаимодействия твердых тел. При упругом контакте (ατ=0,5);
HB — твердость материала (полимерной композиций на основе АН-6).
Относительное сближение при насыщенном упругом контакте можно определить по формуле [3]:
![]() (3)
(3)
Подставим в формулу (2) вместо PC левую часть выражения PCH (1) получим формулу для определения относительного сближения:
 =
=
= ![]() (4)
(4)
Деформация покрытия полимерной композиций на основе анаэробного герметика АН-6в вертикальном направлении определяется из выражения [4]:
= h=N/2, (5)
Где N — натяг покрытия полимерной композиций на основе АН-6.
Относительное сближение ε определяют по формуле [3]:
ԑ=h/Rmax, (6)
где h — глубина внедрения неровности;
ԑ — относительное сближение при насыщенном упругом контакте.
С учетом формул (5) и (6) получим выражение для определения натяга покрытия полимерной композиций на основе анаэробного герметика АН-6:
N= 2h = 2ԑRmax(7)
Минимальный натяг покрытия, обеспечивающий упругий насыщенный контакт? определим по формуле:
![]() (8)
(8)
Выводы:
Из полученной формулы (8) следует, что величина натяга, обеспечивающая упругий насыщенный контакт, зависит только от параметров обработки b, v и шероховатости поверхности Rmax подшипникового узла центробежного насоса. После отвердения полимерной композиций на основе АН-6 увеличится площадь контакта, кроме того увеличатся фрикционные параметры. Рост фактической площади контакта снизит контактные напряжения в покрытии полимерной композиций на основе АН-6 при ее нагружении.
Литература:
- Р. А. Мамутов. Отчет НИР Проекта МСВХ РУз и ПРООН «План интегрированного управления водными ресурсами и водосбережения в бассейне реки Зарафшан». г. Ташкент. -2015 г.
- Отчет НИР по Гранту № КХА-3–2015 «Сувхужалигидакулланиладиганмарказданкочма насос деталлариресурсинитиклаштехнологиясинимодернизациялаш», -Ташкент, -2015 г. -160 с.
- Крагельский И. В., Добычин М. Н., Комбалов В. С. Основы расчетов на трение и износ. М.: Машиностроение, -1977. -525 с.
- Ли Р. И. Восстановление неподвижных соединений подшипников качения сельскохозяйственной техники полимерными материалами. Дисc… докт. техн… наук. Москва. -2001 г. -250 с.
