




Изготовление изделий с использованием селективного плавления металлических порошков под действием концентрированных потоков энергии (лазеры, электронные пучки) — активно развивающееся научное и промышленное направление. К настоящему моменту еще отсутствует полное понимание того, какие режимы обработки конкретных материалов должны быть использованы, чтобы получить изделия с желаемыми механическими качествами (твердость, прочность, остаточные напряжения). В процессе плавления металлического порошка происходит активное движение образующегося расплава. Основной причиной являются такие капиллярные эффекты, как конвекция Марангони (вызванная градиентом температуры на свободной поверхности) и коалесценция (объединение расплавленных частиц). При этом, форма застывающего слоя, тепловые поля, процессы нуклеации и роста кристаллов — зависят от структуры течения жидкости и, в свою очередь, оказывают определяющее влияние на результирующие свойства материала [1].
В данной работе показаны возможности использования автоматизированных методов обработки последовательности изображений для характеризации процессов, протекающих при сканирующем воздействии мощного лазерного излучения на предварительно уложенный слой металлического порошка. Исследуемые процессы протекают в пространственной области размером в несколько сотен микрон. Высокая температура, нестационарность процессов и перемещение исследуемой области в пространстве затрудняют наблюдение и диагностику.
Экспериментальная установка
Для регистрации динамики поверхности расплава в процессе лазерного сплавления металлического порошка в слое был использован метод высокоскоростной видеосъемки. Схема проведения измерений приведена на рисунке 1. Использовалась экспериментальная установка послойного селективного лазерного плавления на основе СО2-лазера киловаттного уровня мощности [2]. Скорость сканирования устанавливалась до 100 мм/с, мощность лазера — от 150 до 500 Вт в зависимости от скорости сканирования. Излучение фокусировалось в пятно диаметром 0.4 мм. Использовался порошок сплава ВКНА-1ВР с гранулометрическим составом 10…50 мкм.
Динамика сплавления порошка регистрировалась с помощью установленной под углом цифровой видеокамеры Bonito CL-400B/C в условиях внешней подсветки. Разрешение матрицы камеры составляет 2320x1726 пикселей. Выборка строчки 2320 пикселей длится 3 мкс, при этом камера предоставляет возможность задавать требуемое число регистрируемых строк матрицы, тем самым определяя минимально допустимую длительность экспозиции кадра. В работе использовалась частота съемки 724 Гц. Применялся режим освещения объекта исследования с помощью матрицы люминесцентных диодов зеленой линии.
В результате анализа полученных видеоданных были выделены для исследования 5 типов характерных процессов.
- Вылет брызг расплавленного металла;
- Образование отдельных капель расплава на поверхности подложки (“balling”-эффект);
- Движение фазовой границы затвердевания;
- Конвективные движения внутри расплавленных областей;
- Объединение (коалесценция) отдельных капель.
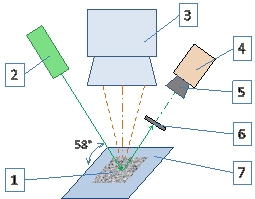
Рис. 1. Схема экспериментальной установки: 1 — Слой порошка; 2 — Подсветка; 3 — Лазер и сканирующая система; 4 — Высокоскоростная видеокамера; 5 — Макрообъектив; 6 — Оптический фильтр; 7 — Подложка
Метод обработки
Использование компьютерных алгоритмов обработки данных дистанционной диагностики часто применяется для проведения исследований в области воздействия мощного лазерного излучения на материал (например, [3]). Для обработки полученных видеоданных в данной работе применялись методы расчета скоростей PIV (Particle Image Velocimetry) и PTV (Particle Tracking Velocimetry). Данные методы позволяют идентифицировать и характеризовать произошедшее движение путём анализа изменений двух последовательных кадров. Оба метода базируются на расчете функций пространственной корреляции через вычисление быстрого преобразования Фурье (БПФ, FFT).
В методе PIV исследуемое изображение разбивается на множество подобластей для которых вычисляются корреляционные функции. Метод позволяет реконструировать мгновенные распределения поля скоростей.
В методе PTV отслеживается перемещение отдельных объектов (лагранжев подход). Объекты идентифицируются и для каждого из них затем осуществляется поиск соответствия в последующих кадрах (также с использованием корреляционных функций).
Изначально методы были разработаны для обработки изображений, содержащих большое количество мелких трейсерный объектов. При этом в методе PIV размер трейсерных объектов должен быть меньше размера каждой подобласти. В исследуемой задаче это условие не выполняется и отслеживание ведётся по элементам текстуры и деталям объекта.
В работе использовались свободно-распространяемые реализаций методов: приложения, работающие на базе пакета математического моделирования MATLAB: PIVlab [4] и PTVlab [5].
Результаты
В ряде случаев в процессе сканирования слоя происходит разделение единого валика на элементы (“balling”-эффект). Пленка образующегося расплава рассыпается на отдельные капли из-за недостаточного смачивания подложки. После образовании отдельных капель в них происходит конвективное движение жидкости под действием поверхностных термокапиллярных сил. На полученных изображениях локализуются переносимые потоком жидкости объекты, являющиеся, по видимому, недоплавившимися частицами порошка или примесными сгустками. Видеоданные такого рода удовлетворительным образом диагностируются как методом PTV, так и методом PIV. Получены оценочные значения скорости таких перемещений до 5 см/с.
При перегреве областей, вскипании или объединении капель может происходить выплёскивание жидкости с образованием брызг. Брызги перемещаются, по оценкам, со скоростями до 1 м/с. При используемой частоте кадров такое движение объекта приводит к его смещению на последовательных изображениях на расстояние порядка нескольких десятков пикселей. Оба метода не в состоянии зафиксировать такое движение. Для решения этой проблемы необходимо использовать более высокие частоты захвата изображений.
По мере остывания капель расплава происходит их затвердевание. При отдалении лазерного луча граница фазового перехода постепенно продвигается через всё каплю. Оценка поля скорости для данного события успешно произведена обоими методами (см. рис. 2). Полученные оценки скорости движения границы кристаллизации: до 0.8 см/с.
Объединение капель расплава происходит достаточно быстро из-за характерно высоких для металлов значений поверхностного натяжения. При используемой частоте кадров процесс объединения происходит за 1–2 кадра. Метод PTV позволяет определить скорость хотя бы одной и капель, а метод PIV даёт зашумленное поле разнонаправленных скоростей. Оценки скорости объединения составляют: 7–15 см/с.
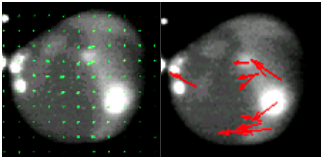
Рис. 2. Анализ видеоизображений движения фазовой границы методами PIV (слева) и PTV (справа)
Заключение
Приведенные исследования позволяют говорить о возможности применения методов PIV и PTV для анализа диагностики процесса лазерного сплавления металлического порошка в слое. Несмотря на то, что в используемых видеоданных отсутствовали специализированные трейсерные объекты, наличие которых предполагается при использовании оригинальных методов PIV и PTV, а их функцию выполняли естественные элементы изображений, получены результаты, количественно характеризующие отдельные элементы исследуемого процесса. Метод PTV демонстрирует более стабильные результаты на исследованном материале, чем метод PIV. Следует применять более высокую частоту кадров, так как используемой частоты 724 Гц в ряде случаев было недостаточно. Данные методы или отдельные элементы их алгоритмов могут применяться при построении автоматизированных систем мониторинга технологических процессов.
Исследование выполнено при финансовой поддержке РФФИ в рамках научного проекта № 16–38–00812.
Литература:
- Gu D. Laser Additive Manufacturing (AM): Classification, Processing Philosophy, and Metallurgical Mechanisms // Laser Additive Manufacturing of High-Performance Materials. — Berlin: Springer Berlin Heidelberg, 2015. — С. 15–71.
- Dubrov A. V., Zavalov Y. N., Mirzade F.Kh., Niziev V. G., Dubrov V. D. On-line diagnostics of the melt surface dynamics during layerwise melting of the metal powder // Conference proceedings. IEEE 7th International Conference on Advanced Optoelectronics and Lasers (CAOL). 2016. С. 166.
- Dubrov A. V., Zavalov Y. N., Dubrov V. D. Evaluation of speed of melt evacuation in the technology of laser cutting of metals by the optical correlation method // Technical Physics Letters. — 2014. — Т. 40. № 6. — С. 491–494.
- Thielicke W., Stamhuis E. J. PIVlab — Towards User-friendly, Affordable and Accurate Digital Particle Image Velocimetry in MATLAB // Journal of Open Research Software. — 2014. — № 2(1). — С. 30.
- Brevis W, Niño Y, Jirka GH. Integrating cross-correlation and relaxation algorithms for particle tracking velocimetry // Experiments in Fluids. — 2011. — № 50 (1). — С. 135–147.
