Ключевые слова: многокомпонентный, дезодорация, среднеквадратическая, гидродинамическая, концентрация, многоступенчатый, распыления.
Производство масла из семян хлопчатника осуществляется двумя способами: прессованием и экстракцией. Наши научные исследования посвящены изучению процесса дезодорации прессового хлопкового масла.
Для подтверждения корректности и достоверности полученных результатов компьютерного моделирования процесса дезодорации прессового хлопкового масла были выполнены лабораторные исследования на экспериментальной установке.
Расчетные значения концентраций легколетучих компонентов процесса дезодорации [2], протекающей на экспериментальной установке определялись путем решения уравнений математической модели с использованием следующих исходных данных: молекулярная масса растворителя (этилового спирта) — 46 кг/кмоль; молекулярная масса свободной жирной кислоты (олеиновой кислоты) — 282, 45 кг/кмоль и молекулярная масса инертного газа (воздуха) — 29 кг/кмоль.
![]()
![]() ;
; ![]() ;
;  ;
; 
Раствор прессового хлопкового масла с этиловым спиртом [1] и с определенной концентраций легколетучих компонентов поступает на вход экспериментального дезодоратора многоступенчатого распылительного типа. При этом с помощью кранов обеспечивается равномерная подача раствора прессового хлопкового масла (рис.1). С помощью термостата 4 смесь прессового хлопкового масла подогревается до нужной температуры и направляется в дисково-распылительный многоступенчатый дезодоратор 3. Затем масло стекает по тарелке на следующий распылительный диск, где вновь распыляется. Подобный цикл повторяется четыре раза, при этом раствор хлопкового масла обрабатывается инертным газом. Компрессор (рис.1) и стеклянный ротаметр 6 обеспечивает непрерывную подачу в нижний входной патрубок экспериментального дезодоратора, определенного количества инертного газа, подогретого до определенной температуры.
Дисперсность и однородность распыления смесь хлопкового прессового масла регулируются с помощью электрического латра 1 — путем увеличения или уменьшения скорости вращения ротора электрического двигателя 2.
Качество обработанного хлопкового масла определяется путем анализа отобранных на выходе дезодоратора проб на физико-химический анализ масла. Разработана методика проведения экспериментов на лабораторной установке. В качестве инертного газа в ходе экспериментов использовались воздух и углекислый газ. Перед началом опытов включается вентилятор вытяжного зонта. По разработанной методике заранее приготавливался раствор смеси прессового хлопкового масла с этиловым спиртом с концентрацией 0,1 % путем его интенсивного перемешивания. Приготовленный таким образом раствор масла заливали в сосуд 5 (рис.1).
Включается термостат 4, на котором контактным термометром задавалось требуемое значение температуры глицерина, находящегося в ванне термостата. Последний обеспечивал подогрев смеси хлопкового масла до 200–240 0С в зависимости от технологического режима, воспроизводимого по ходу экспериментов. После достижения заданного значения температуры глицерина с помощью встроенного в компрессор редуктора (рис.1) или крана баллона со сжатым инертным газом устанавливается необходимый расход раствора. Расход раствора прессового хлопкового масла измерялся с помощью мерного стакана и секундомера. После установления расхода раствора масла с помощью термометра 9 контролировалась температура последнего. Если температура раствора масла отличалась от требуемого значения, то корректировка значения температуры производилась с помощью электроконтактного термометра. Для создания вакуума в дезодораторе использовали вакуум насос.
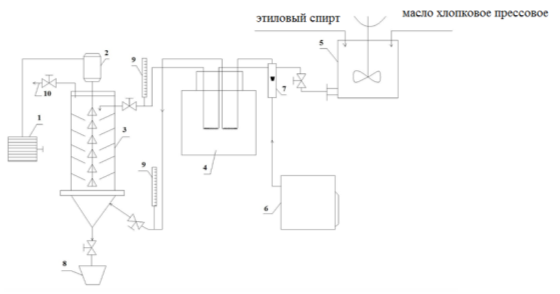
Рис. 1. Схема экспериментальной установки: 1-латр; 2-электродвигатель; 3-дезодоратор; 4-термостат; 5-емкость для раствора масла; 6-компрессор; 7-ротаметр; 8-сборник; 9-термометр; 10-линия к вакуум насосу
Включался электрический двигатель 2, который приводил во вращение распылительные диски дезодоратора 3. С помощью электрического латра задавались требуемые скорости вращения, обеспечивающие определенную дисперсность и скорость движения капель раствора прессового хлопкового масла с этиловым спиртом. Ещё раз измерялись расходы раствора хлопкового масла и инертного газа. При необходимости вносилось соответствующие коррективы в методику исследований.
После вывода экспериментальной установки на режим нормальной работы и по истечении времени, равного среднему времени пребывания частиц раствора хлопкового масла в экспериментальной установке, брались пробы на выходе из аппарата готового дезодорированного хлопкового масла.
Проверка адекватности математической модели реальному процессу дезодорации прессового хлопкового масла по описанной выше методике выполнена на экспериментальной установке, изображенной на рис 1.
Концентрация легколетучих компонентов в готовом масле определялась путем определения кислотного числа пробы, т. е. по остаточному количеству свободных жирных кислот, так как коэффициент кислотности, умноженный на 0,503, дает представление о процентном содержании свободных жирных кислот в масле, выраженном по молекулярному весу олеиновой кислоты.
Приведем результатов экспериментов по изучению процесса дезодорации на экспериментальной установке многоступенчатого распыления и на математической модели.
Таблица 1
Сравнение результатов экспериментов срасчетными данными полученными на математической модели процесса дезодорации многокомпонентного хлопкового масла при значениях входных параметров Tмас=2200С, Tвоз=2200С, Gп/Gм=1, aвх.спирта = 0,1%, aвх.ж.к. = 0,1%
|
№ |
aвх.ж.к, эксп.% |
aвых.ж.к, расч.% |
Отклонение |
aвх.спирт, эксп.% |
aвх.спирт 10–10, расч.% |
|
1 |
0,08 |
0,082 |
0,002 |
0 |
20 |
|
2 |
0,08 |
0,079 |
0,001 |
0 |
1,0 |
|
3 |
0,08 |
0,081 |
0,001 |
0 |
3,0 |
|
4 |
0,08 |
0,083 |
0,003 |
0 |
0,2 |
|
5 |
0,08 |
0,082 |
0,002 |
0 |
0,5 |
|
6 |
0,08 |
0,077 |
0,003 |
0 |
20 |
|
7 |
0,08 |
0,079 |
0,001 |
0 |
4,0 |
|
8 |
0,08 |
0,078 |
0,002 |
0 |
3,0 |
Среднеквадратичные отклонения экспериментальных значений выходной концентраций олеиновой кислоты этилового спирта от расчетных составляют соответственно Gж.к = 5,1 % и Gсп = 0 %.
Определены абсолютные отклонения экспериментальных данных относительно значений выходных концентраций легколетучих компонента от их расчетных величин [3].

Среднеквадратическое отклонение экспериментальных данных от расчетных составляет G = 5,1 % . Отсюда следует, что математическая модель процесса дезодорации хлопкового масла с достаточной точностью отражает реальную гидродинамическую структуру потоков по жидкой фазе, зафиксированной в виде модели идеального перемешивания.
Результаты анализа качественных показателей хлопкового масла полученной на экспериментальной установке приведены в табл 2.
Физико-химические показатели хлопкового масла определялись по методам, разработанным ВНИИЖ по исследованию и технохимическому контролю пищевых растительных масел.
Результаты исследований показали, что хлопковое масло, полученное новым способом дезодорации, соответствует требованиям, предъявляемым к пищевым растительным маслам.
Таблица 2
Качественные показатели хлопкового масла, полученного новым способом дезодорации
|
№ |
Показатели |
Хлопковое масло | |
|
полученное новым способом |
дезодорированное в/с ГОСТ-1128–75 | ||
|
1 |
Прозрачность: |
Прозрачное | |
|
2 |
Запах и вкус: |
Свойственный рафинированному маслу, без постороннего запаха | |
|
3 |
Цветность, в красных ед. при 35 желтых: |
7,00 |
7,00 |
|
4 |
Кислотное число, мг КОН на гр.: |
0,14 |
0,2 |
|
5 |
Влага и летучие вещества: |
0,05 |
0,1 |
|
6 |
Не жировые примеси (отстой по массе): |
отсутствует | |
|
7 |
Мыло (качественная проба): |
отсутствует | |
|
8 |
Йодное число |
105 | |
|
9 |
Неомыляемые вещества: |
0,05 |
1,0 |
|
10 |
Температура вспышки: |
242 |
232 |
Литература:
- Артиков А. А. и др. Способ дезодорации форпрессового хлопкового масла. Авторское свидетельство № 1747468 Госкомизобретений СССР.
- Артиков А. А., Маматкулов А. Х., Яхшимурадова Н. К., Додаев К. О. Системный анализ концентрирования растворов инертным газом. Ташкент:Фан, 1987.-164 с.
- Грачев Ю. П., Турбольцев А. К., Турбольцев В. К. Моделирование и оптимизация тепло-массообменных процессов пищевых производств.-М.: Легкая и пищевая промышленность, 1984.-с.75–112.

