




Процесс шлифования является весьма сложным и малоизученным. Основным инструментом при шлифовании являются абразивные круги, вставные головки и т. д. Этот инструмент состоит из мельчайших частиц — абразивных зерен. Форма этих зерен и их положение в связке круга различны, поэтому воздействие их на обрабатываемый материал неодинаково: часть зерен срезают металл острыми кромками, как режущими кромками инструмента, часть зерен скоблят или царапают обрабатываемый материал.
Рассматриваются вопросы изменения физики процесса шлифования твердосплавных материалов, в частности сменных твердосплавных пластин, применяемых при лезвийной обработке. На основе исследований процессов шлифования и затачивания изучено изменение угла сдвига и коэффициента трения при взаимодействии алмазных зерен с обрабатываемой поверхностью, позволяющие получать более полную информацию о процессе обработки.
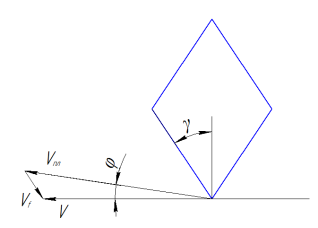
Рис. 1. Схема работы алмазного зерна
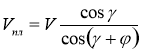
Вектор скорости сдвига пластической деформации определяется по формуле:
 ,
,
где V — скорость резания, м/с; γ — передний угол зерна, град; φ — угол сдвига, град.
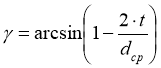
Передний угол зерна определяется по формуле:
 ,
,
где t — глубина резания при шлифовании, м; dср — средний диаметр зерна, м.
Угол сдвига (с учетом того, что сохраняется постоянства объема) определяется по формуле:
 ,
,
где ζ — коэффициент усадки стружки.
Удельная работа пластической деформации при сдвиге:
![]() ,
,
где S — площадь с которой снимается стружка, м2; А — удельная производительность.
Площадь срезаемого слоя определяется по формуле:
![]() ,
,
где μ — коэффициент трения.
Тогда получим, что удельная работа пластической деформации при сдвиге:
![]() .
.
Удельная работа сдвига:
![]() — стружка сливная;
— стружка сливная;
![]() — стружка ломаная.
— стружка ломаная.
Вектор скорости трения при сдвиге определяется по формуле:
![]() .
.
Удельная работа трения при сдвиге:
 ,
,
где F — сила динамического трения.
Сила динамического трения еще определяется по формуле:
![]() .
.
Тогда получим, что удельная работа трения при сдвиге:
![]() .
.
Существует несколько допущений, с учетом которых возможно рассчитать величину усадки стружки.
Первое допущение заключается в том, что толщина стружки tc равна глубине шлифования t:
![]()
Второе допущение заключается в том, что скорость резания v равна скорости схода стружки V1:
![]()
Эти допущения позволяют создать модель шлифовального процесса с идеальными условиями.
Выполняем расчет усадки стружки по формуле:
где ζ — коэффициент усадки стружки, ![]() — угол наклона условной плоскости, γ — передний угол зерна.
— угол наклона условной плоскости, γ — передний угол зерна.
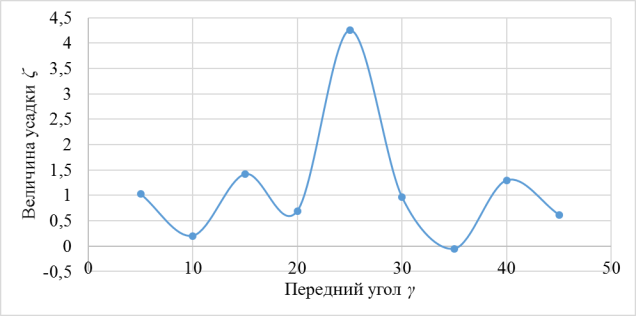
Рис. 2. Зависимость величины усадки
На основе расчётов построен график, на котором отображается зависимость величины усадки стружки ζ от переднего угла зерна γ (Рис. 2).
На представленном графике отражен диапазон величин угла γ. При классических режимах обработки (скорость резания около 30 м/с) диапазон γ = 50–60º, соответственно, для этих углов усадка стружки имеет следующие значения ζ = 0,5 и ζ = 1,5.
Тогда угол наклона условной плоскости сдвига φ по формуле:
 .
.
На рисунке 3 приведены схемы расположения углов шлифовального зерна при обработке.
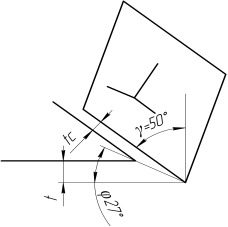
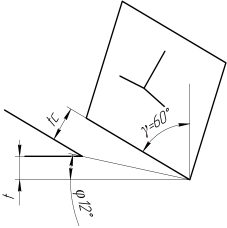
а) γ = 50º б) γ = 60º
Рис. 3. Схема углов шлифовального зерна
При γ = 50 º получим φ ~ 27 º, а γ = 60 º получим φ ~ 12 º. Зная величину угла наклона условной плоскости φ вычисляем по формуле (1) величину усадки стружки ζ, получим соответственно ζ = 0,03 и ζ = 1,8.
При повышении скорости шлифования до значений около 300 м/с угол γ стремится к 30º вследствие изменения изнашивания шлифовальных зерен, а усадка стружки составит ζ = 1.
На рисунке 4 представлена схема распределения углов шлифовального зерна при высокоскоростном шлифовании.
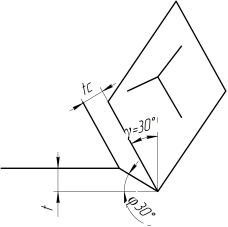
Рис. 4. Схема углов шлифовального зерна при высокоскоростном шлифовании
Изменение переднего угла γ при повышении скорости шлифования происходит вследствие изменения физики изнашивания шлифовальных зерен. Изменение угла сдвига происходит вследствие увеличения вектора скорости и уменьшения переднего угла. На практике установлен диапазон переднего угла в пределах γ = 25–35º. Тогда при γ = 30º получим φ ~ 30º. Данные условия процесса шлифования, когда передний угол γ = 30º и угол сдвига φ = 30º являются наиболее оптимальными с точки зрения геометрии. Шлифовальное зерно сохраняет свои прочностные свойства, а угол сдвига обеспечивает нормальный сход стружки, не изменяя ее толщины, что обеспечивает усадку стружки ζ = 1.
Литература:
- Маслов, Е. Н. Теория шлифования материалов. / М.: Машиностроение. — 1974. — 320 с.
- Филимонов, Л. Н. Высокоскоростное шлифование. / Л.: Машиностроение. Ленингр. Отд. — 1979. — 248 с.: ил.Кузнецов, В. Д. Физика твердого тела. / Т. 3 Томск Кр. Знамя, 1944. — 274 с.: ил.
