




Прямое лазерное выращивание изделий из порошковых материалов: принцип, оборудование и материалы
Авторы: Сомонов Владислав Валерьевич, Туричин Глеб Андреевич, Земляков Евгений Вячеславович, Бабкин Константин Дмитриевич, Климова-Корсмик Ольга Геннадьевна
Рубрика: 6. Металлургия
Опубликовано в
VI международная научная конференция «Технические науки в России и за рубежом» (Москва, ноябрь 2016)
Дата публикации: 08.07.2016
Статья просмотрена: 2446 раз
Библиографическое описание:
Прямое лазерное выращивание изделий из порошковых материалов: принцип, оборудование и материалы / В. В. Сомонов, Г. А. Туричин, Е. В. Земляков [и др.]. — Текст : непосредственный // Технические науки в России и за рубежом : материалы VI Междунар. науч. конф. (г. Москва, ноябрь 2016 г.). — Москва : Буки-Веди, 2016. — С. 34-38. — URL: https://moluch.ru/conf/tech/archive/228/10881/ (дата обращения: 25.04.2024).
Прямое лазерное выращивание изделий из порошковых материалов: принцип, оборудование и материалы
Сомонов Владислав Валерьевич, ведущий инженер
Санкт-Петербургский политехнический университет Петра Великого
В статье изложен принцип процесса прямого лазерного выращивания, приводятся виды комплексов для прямого лазерного выращивания и материалов, с помощью которых он реализуется, перечислены основные составляющие комплекса для реализации данного процесса и сферы применения данного процесса.
Ключевые слова: прямое лазерное выращивание, порошковые материалы, комплекс прямого лазерного выращивания
В настоящий момент основой современного машиностроительного производства являются технологии обработки заготовки, основанные на удалении лишнего материала и формировании требуемой геометрии изделия — такие как: фрезерование, точение, шлифовка, сверление и другие. Наиболее востребованы металлические изделия. Одним из перспективных направлений развития современной промышленности являются аддитивные («добавляющие») технологии, в том числе, процесс прямого лазерного выращивания, в основу которого положен принцип управляемого формирования изделия за счет локального ввода материала в нужное место. Эта технология позволяет расширить границы возможностей современного производства, создавать принципиально новые детали сложной геометрии, одновременно снижая как временные, так и материальные затраты на их производство [1]. Металлическое изделие при данном способе изготовления чаще всего формируется из металлического порошка различного гранулометрического состава — от 50 до 150 мкм, получаемого физико-химическими и механическими методами.
В качестве материала в основном используются порошки из сплавов на основе никеля, в том числе жаропрочных (типа Inconel 625), кобальта, в том числе высокопрочных (типа Stellite 6), хрома, железа, меди, титана. Порошки должны иметь сферическую форму частиц. Это связано с тем, что такие частицы более компактно укладываются в определенный объем, а также необходимо обеспечить «текучесть» порошковой композиции в системах подачи материала с минимальным сопротивлением.
В ходе процесса “строительный” материал локально сплавляется в нужных областях. Во время перемещения рабочего инструмента по траектории, соответствующей сгенерированной 3D модели детали, управляемым образом создается геометрия изготавливаемой детали. Локальное сплавление обеспечивается воздействием концентрированного источника энергии — лазерного луча. Лазерный луч фокусируется на подложке в пятно с размерами 0,5–3 мм, поглощается, разогревает и образует на ней зону расплавленного металла. В сформированную зону расплава через специальное сопло подается металлический порошок, который частично или полностью расплавляется и при движении инструмента формирует наплавленный валик. При многократном проходе инструмента и последовательном наложении валиков друг на друга формируется выращенное изделие. Геометрия изделия определяется траекторией движения инструмента относительно заготовки. Толщина и ширина наплавленного валика судя по исследованиям авторов из работы [2] определяются не только параметрами процесса, но и геометрией изделия, используемым металлическим порошком и другими трудно контролируемыми факторами. Следовательно, для контроля формирования выращенного изделия необходима система адаптивного управления процессом, которая могла бы управлять формированием в режиме реального времени [3].
Согласно информационным источникам и полученным результатам при исследовании данного процесса технологический комплекса для создания изделий методом прямого лазерного выращивания должен содержать следующие элементы:
- Рабочий инструмент, то с помощью чего создается само изделие;
- Набор датчиков для отслеживания параметров окружающей среды до начала процесса и контроля протекания технологического процесса;
- Управляющий контроллер технологического процесса, собирающий информацию с датчиков, входные задаваемые данные с параметрами процесса, будущего изделия, поддержек и исходя из этого посылающий управляющий сигнал рабочему инструменту. Обычно это промышленная микроконтроллерная система на базе программируемого логического контроллера.
- Стойка управления технологическим процессом. В нее входит система пользовательского интерфейса для задания параметров процесса, создания поддержек, подготовки траектории обработки из полученной извне CAD модели будущего изделия;
- Система мониторинга технологического процесса, регистрирующая в режиме реального времени протекание процесса, получающая сигналы от датчиков и имеющая систему видеонаблюдения за ванной расплава.
В состав рабочего инструмента входят:
− рабочая камера, где происходит создание покрытия или изделия. Она может быть вакуумной или заполняться инертным газом (аргон, гелий или их смесь);
− технологическая лазерная голова, с присоединяемым модулем для подачи присадочного материала (порошок, проволока, жидкие полимеры и т. д.), из которого и изготавливается изделие;
− система позиционирования, состоящая из линейных направляющих с приводами, перемещающими технологическую голову по осям x, y, z или антропоморфного руки робота, к которому она крепится и подвижной платформы, способной помещаться в общем случае по осям x, y, z или вращаться с заданной скоростью, поворачиваясь на определенный угол в ходе процесса;
− оборудование для подготовки и подачи присадочного материала. В зависимости от типа материала в нее могут входить: подающий механизм для проволоки, или порошковый (дисковый или винтовой) питатель. Размеры дозирующей щели в диске и скорость вращения диска определяют подаваемый объем порошка в единицу времени. С помощью насыпной массы порошка определяется подаваемый вес в минуту или его расход;
− модуль газоподготовки;
− система подготовки и подведения воздуха для защиты оптики при процессах, использующих лазерное или электроннолучевое излучение;
− источник, лазерного, электронного лучевого или другого нагрева присадочного материала;
− система охлаждения источника нагрева, технологической головы и сопла для подачи присадочного материала.
На рисунке 1 представлен пример компоновки технологического комплекса для реализации данного процесса, созданного в Санкт-Петербургском политехническом университете Петра Великого [1]. В разработке которого принимал участие также и автор статьи.
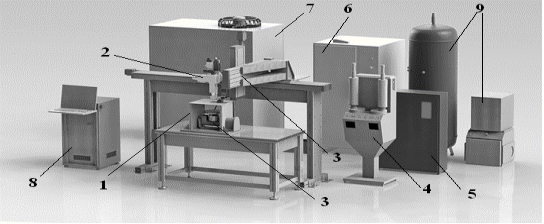
Рис. 1. Схематическое изображение частей комплекса для прямого лазерного выращивания
Где 1 — рабочая камера; 2 — технологическая голова с присоединяемым соплом для подачи присадочного материала; 3 — система позиционирования технологической головы и платформы для крепления подложки; 4 — порошковый питатель; 5 — блок газоподготовки; 6 — источник лазерного излучения; 7- модуль охлаждения лазерного источника, технологической головы и сопла для подачи присадочного материала; 8 — стойка управления; 9 — модуль подготовки сжатого воздуха для защиты оптики.
Для реализации процесса прямого лазерного выращивания изделий из порошковых материалов применяются следующие виды комплексов: использующие линейные направляющие (рисунок 2а) или робот (рисунок 2б) для перемещения технологического инструмента и вращатель, установленный в рабочей камере для управления движением подложки; или оборудование, выполненное на базе ЧПУ комплексов для механообработки, с заменой рабочего инструмента на технологический и обеспечением заполнения рабочей камеры защитным газом (рисунок 2в) [4].
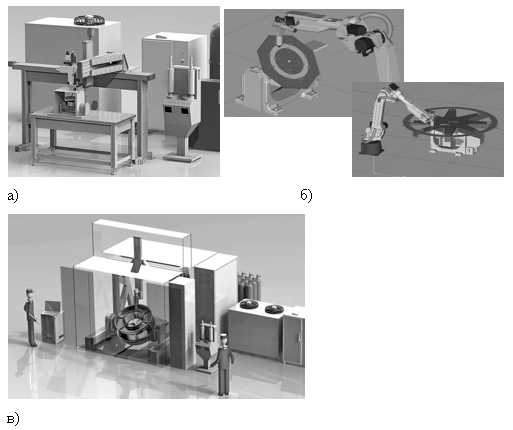
Рис. 2. Изображения ряда применяемых технологических машин для реализации процесса высокоскоростного прямого лазерного выращивания изделий
Аддитивные технологии, в том числе и прямое лазерное выращивание используются во многих отраслях промышленности, чтобы ускорить или даже внести революционные изменения в их производственные процессы. Производство облегченной и более функционально сложной продукции может помочь сократить потребление ресурсов в ходе процесса и на само изделие, оптимизировать производственные процессы, сделать продукцию более устойчивой, упростить транспортные цепочки. В конце 20 и начале 21 века аддитивные технологии использовались преимущественно в традиционно технологически продвинутых отраслях — автомобильной, авиационной и аэрокосмической промышленностях, а также в приборостроении и медицине. В настоящее время к ними добавились электронная, инструментальная, оборонная, текстильная, ювелирная, мебельная, пищевая промышленности, а также отрасль по производству спортинвентаря и игрушек [5]. Изделия, полученные таким методом, не нуждаются в последующем изостатическом прессовании или термической обработке, в сравнении с технологиями селективного лазерного спекания (сплавления) или технологиями литья с последующей термической и механической обработкой. При этом данный процесс возможно комбинировать с другими технологиями, еще больше снижая затраты на производство, уменьшая время на изготовление, создавая изделия, которые невозможно получить, применяя только этот метод. Использование данной технологии позволяет изготовлять детали с внутренними криволинейными отверстиями, недоступными для изготовления другими методами обработки и из-за отсутствие множества переходов и переустановок детали на станке, как при традиционных методах изготовления, позволяет получить микронную точность изделия.
Мировыми лидерами в области аддитивных технологий на сегодняшний момент являются Соединенные Штаты Америки, Япония, Германия, Китай [6]. Во многих странах уже созданы национальные ассоциации по аддитивным технологиям, объединенные в альянс. Крупные международные корпорация благодаря технологии прямого лазерного выращивания изготавливают сотни тысяч изделий для своих отраслей. В России число промышленных компаний и исследовательских центров, занимающихся использованием и внедрением технологий аддитивного производства крайне мало. В нашей стране недавно появилось производство металлических и неметаллических порошковых композиций для аддитивных технологий. Так, например, во Всероссийском научно-исследовательском институте авиационных материалов организовано производство сверхчистых сферических металлических порошковых сплавов на никелевой и титановой основах. Малое число квалифицированных специалистов, а также отсутствие национальных стандартов сдерживает темпы развития аддитивных технологий в нашей стране, но в последнее время наметилась тенденция ускоренного развития этой технология в нашей стране, в том числе и благодаря вниманию со стороны государства, выделяющего финансирование на проведение исследований и разработку отечественных технологий и комплексов для реализации процесса прямого лазерного выращивания, в том числе из жаростойких и титановых сплавов.
Материалы подготовлены в рамках выполнения работ, финансируемых из средств стипендии Президента РФ молодым ученым и аспирантам, осуществляющим перспективные научные исследования и разработки по приоритетным направлениям модернизации российской экономики, на 2016–2018 годы.
Литература:
- Г. А. Туричин, Е. В. Земляков, О. Г. Климова, К. Д. Бабкин, Ф. А. Шамрай, Д. Ю. Колодяжный, прямое лазерное выращивание — перспективная аддитивная технология для авиадвигателестроения // Сварка и Диагностика. 2015. № 3. c. 54–57.
- Туричин Г. А., Валдайцева Е. А., Поздеева Е. Ю., Земляков Е. В., Гуменюк А. В. Моделирование динамического поведения сварочной ванны при лазерной и гибридной сварке c глубоким проплавлением. Автоматическая сварка. 2008. № 7. c. 15.
- M. Cotteleer, J. Joyce «3D Opportunity Additive manufacturing paths to performance, innovation, and growth», Deloitte review issue 14, 2014, p. 9.
- К. Д. Бабкин Е. В. Земляков В. В. Сомонов «Высокоскоростное прямое лазерное выращивание: технология, оборудование и материалы», 2015, Сборник трудов научно-практической конференции молодых ученых, аспирантов и студентов «Обработка материалов: современные проблемы и пути решения» 26–28 ноября 2015, Юрга, с. 56–61.
- J. Gausemeier, M. Wall, S. Peter. «Thinking ahead the Future of Additive Manufacturing — Exploring the Research Landscape», Heinz Nixdorf Institute, University of Paderborn — Paderborn 2013, [электронныйресурс] http://www.3d-printing-additive-manufacturing.com/media/downloads/75-d2–16–20-chrisitan-lindeman-unversity-of-paderborn.pdf [датаобращения] 05.07.2016.
- Сколковский Институт Науки и Технологий «Публичный аналитический доклад по развитию новых производственных технологий», 2014, с. 114–142 [электронный ресурс], http://isicad.ru/ru/pdf/ReportSkolkovo2014.pdf, [дата обращения] 5.07.2016.
Ключевые слова
прямое лазерное выращивание, порошковые материалы, комплекс прямого лазерного выращиванияПохожие статьи
Прямое лазерное выращивание из титановых сплавов...
Статья посвящена сравнению процессов прямого лазерного выращивания титановых изделий из порошков и присадочной проволоки. Проанализировано влияние технологических параметров на формирование слоя и его микроструктуру для двух процессов.
Инновационный подход при изготовлении изделий, применяемых...
Технологический процесс изделия.
Основные термины (генерируются автоматически): прямое лазерное выращивание, присадочный материал, рабочий инструмент, технологическая голова, процесс, рабочая...
Эффективные станки для обработки композитных материалов от...
Исследование надежности технологических процессов... Также большое влияние на весь процесс обработки оказывает материал, которым облицована внутренняя поверхность рабочей камеры.
Прямое лазерное выращивание изделий из порошковых материалов: принцип...
Разработка технологии лазерного упрочнения штампового...
Прямое лазерное выращивание изделий из порошковых материалов: принцип, оборудование и материалы.
металлорежущий инструмент, лазерная обработка, лазерное излучение, фазовый переход, обрабатываемый материал, лазерное легирование, лазерная установка...
Применение технологии лазерного модифицирования для...
Технология лазерного напыления (Laser Deposition Technology — LDT) — это процесс, в котором материал в виде металлического.
Прямое лазерное выращивание изделий из порошковых материалов: принцип, оборудование и материалы.
Этапы технологического процесса изготовления швейных...
Технологический процесс массового изготовления швейных изделий состоит из последовательно осуществляемых стадий обработки: подготовки тканей к раскрою, раскроя, обработки отдельных деталей и сборочных единиц, их соединения и отделки.
Разработка технологии лазерного восстановления...
Подачу присадочного порошка в процессе наплавки осуществляют вслед движущейся наплавляемой поверхности.
Моделирование. — 2008. — № 4. Вейко В. П. Технологические лазеры и лазерное излучение. — СПб: СПБ ГУ ИТМО, 2007.
Современное состояние в области прессового оборудования для...
Прямое лазерное выращивание изделий из порошковых...
− технологическая лазерная голова, с присоединяемым модулем для подачи присадочного материала (порошок, проволока, жидкие полимеры и т. д.), из которого и...
Применение методов обработки видеоданных для анализа...
Исследуемые процессы протекают в пространственной области размером в несколько сотен микрон.
Выборка строчки 2320 пикселей длится 3 мкс, при этом камера предоставляет возможность задавать требуемое
Прямое лазерное выращивание изделий из порошковых...
Похожие статьи
Прямое лазерное выращивание из титановых сплавов...
Статья посвящена сравнению процессов прямого лазерного выращивания титановых изделий из порошков и присадочной проволоки. Проанализировано влияние технологических параметров на формирование слоя и его микроструктуру для двух процессов.
Инновационный подход при изготовлении изделий, применяемых...
Технологический процесс изделия.
Основные термины (генерируются автоматически): прямое лазерное выращивание, присадочный материал, рабочий инструмент, технологическая голова, процесс, рабочая...
Эффективные станки для обработки композитных материалов от...
Исследование надежности технологических процессов... Также большое влияние на весь процесс обработки оказывает материал, которым облицована внутренняя поверхность рабочей камеры.
Прямое лазерное выращивание изделий из порошковых материалов: принцип...
Разработка технологии лазерного упрочнения штампового...
Прямое лазерное выращивание изделий из порошковых материалов: принцип, оборудование и материалы.
металлорежущий инструмент, лазерная обработка, лазерное излучение, фазовый переход, обрабатываемый материал, лазерное легирование, лазерная установка...
Применение технологии лазерного модифицирования для...
Технология лазерного напыления (Laser Deposition Technology — LDT) — это процесс, в котором материал в виде металлического.
Прямое лазерное выращивание изделий из порошковых материалов: принцип, оборудование и материалы.
Этапы технологического процесса изготовления швейных...
Технологический процесс массового изготовления швейных изделий состоит из последовательно осуществляемых стадий обработки: подготовки тканей к раскрою, раскроя, обработки отдельных деталей и сборочных единиц, их соединения и отделки.
Разработка технологии лазерного восстановления...
Подачу присадочного порошка в процессе наплавки осуществляют вслед движущейся наплавляемой поверхности.
Моделирование. — 2008. — № 4. Вейко В. П. Технологические лазеры и лазерное излучение. — СПб: СПБ ГУ ИТМО, 2007.
Современное состояние в области прессового оборудования для...
Прямое лазерное выращивание изделий из порошковых...
− технологическая лазерная голова, с присоединяемым модулем для подачи присадочного материала (порошок, проволока, жидкие полимеры и т. д.), из которого и...
Применение методов обработки видеоданных для анализа...
Исследуемые процессы протекают в пространственной области размером в несколько сотен микрон.
Выборка строчки 2320 пикселей длится 3 мкс, при этом камера предоставляет возможность задавать требуемое
Прямое лазерное выращивание изделий из порошковых...




