




Получен критерий образования гофра при подгибке кромок толстого стального листа на кромкогибочном прессе фирмы SMS Meer при производстве сварных одношовных стальных труб большого диаметра.
Ключевые слова: стальная листовая заготовка, кромкогибочный пресс, гофр.
Производство труб большого диаметра по технологии JCOE. На рынке производства стальных сварных труб большого диаметра для магистральных газонефтепроводов утвердился процесс формовки трубной заготовки по схеме JСOE, разработанный фирмой SMS Meer [1-48].
На первой стадии процесса осуществляется подгибка кромок листовой заготовки на кромкогибочном прессе (КГП) пошаговым способом одновременно с двух сторон, показанная на рис. 1 и 2, где 1 - листовая заготовка, 2 - пуансон, 3 - матрица, 4 - прижимной упор, 5 - технологическая планка, 6 - направляющий ролик.
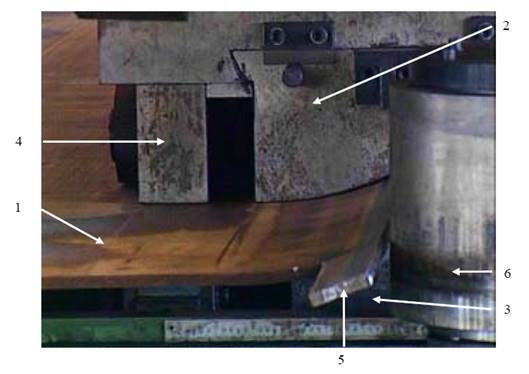
Рис. 1. Деформация листовой заготовки на кромкогибочном прессе SMS Meer
Затем идет формовка основной части листовой заготовки на трубоформовочном прессе (ТФП) пошаговым способом от подогнутых кромок к середине заготовки одновременно по всей длине заготовки. Далее осуществляется сборка трубы с помощью сварки продольного шва трубы. После сварки необходимые диаметр и поперечная округлость трубы достигаются с помощью экспандирования трубы. Затем следуют процессы гидроиспытания трубы и нанесения изоляции на поверхности трубы.

Рис. 2. Кромкогибочный пресс SMS Meer
Производственные дефекты стального листа и труб. Перед формовкой труб стальной лист правят на листоправильных машинах [1, 2, 6-12]. Дефект несплавления сварного продольного шва при сборке трубы изучался в работах [1, 2, 29], дефект остаточных напряжений стального листа после трубоформовочного пресса - в [1, 2, 30], дефект «точка перегиба» при изгибе трубной заготовки на трубоформовочном прессе − в [1, 2, 31], дефект стального листа раскатной пригар с риской - в [1, 2, 32].
Расчет продольной формы стального листа при подгибке кромок. При формовке стальной листовой заготовки на кромкогибочном прессе в продольном направлении листа из-за разности высот листа в точках его контакта с пуансоном и рольгангом возникают остаточные пластические деформации, которые могут вызвать появление дефекта в виде гофра на участке перехода между шагами (рис. 3).
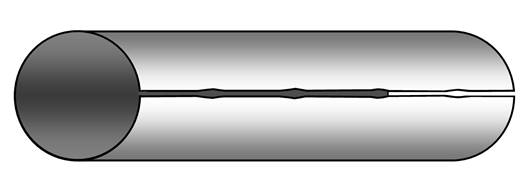
Рис. 3. Вид неровной кромки с гофрами листовой заготовки после кромкогибочного и трубоформовочного прессов перед сваркой продольного шва трубы
Найдем форму листовой заготовки в продольном направлении в момент ее формовки на КГП.
Пусть H и Hэв — продольный перепад высот и высота подгибки боковой кромки листовой заготовки при формовке на КГП, l — неизвестная длина отрыва листа от плоскости рольганга, E — модуль Юнга металла, b и h — ширина и толщина листа, Jx — момент инерции поперечного сечения листа (Jx = bh3/12), γ — удельный вес стали, q = γbh — погонный вес листа в продольном направлении (рис. 4).
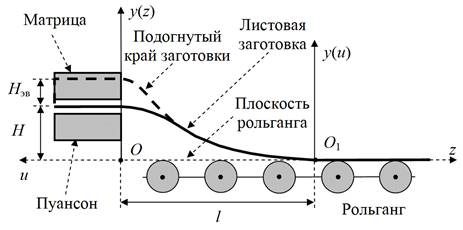
Рис. 4. Форма продольной кромки листовой заготовки на КГП
Пусть O1 − точка отрыва листа от плоскости рольганга в декартовой прямоугольной системе координат O1yu и Oyz: u = l − z. Дифференциальное уравнение продольной нейтральной линии листа имеет вид
После интегрирования по u с учетом граничных условий

получаем



где Mx(u) — изгибающий момент листовой заготовки.
Край недеформируемой части листа, касающийся плоскости рольганга, является прямой линией, поэтому изгибающий момент в точке O1 отрыва листа от плоскости рольганга равен нулю:
откуда находим длину l отрыва листа от плоскости рольганга:

Учесть эффект подгибки кромок листа в поперечном направлении при формовке можно с помощью введения постоянного безразмерного коэффициента приведенной длины μ, определяемого экспериментальным путем. Переходя от z к u и подставляя l и μ, получаем



Радиус кривизны листа в продольном направлении равен
Критерий образования гофра при подгибке кромок стального листа. Сопротивление деформации стали sт* = mкгпsт, где σт — предел текучести стали, mкгп = const » 1 − безразмерный коэффициент, учитывающий скорость деформации кромки заготовки. Остаточные продольные пластические деформации, приводящие к появлению гофра, будут возникать, если нормальные напряжения в продольном направлении листа достигнут предела текучести σт: r £ rупр = (Hэв + h/2)E/sт*.
Поэтому критерий возникновения гофра в продольном направлении листовой заготовки на КГП имеет вид
Литература:
1. Шинкин В. Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
2. Шинкин В. Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
3. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. - М: Изд. Дом МИСиС, 2008. - 307 с.
4. Шинкин В. Н. Теоретическая механика для металлургов. - М: Изд. Дом МИСиС, 2012. - 679 с.
5. Буланов Э. А., Шинкин В. Н. Механика. Вводный курс. - М.: БИНОМ. Лаборатория знаний, 2013. - 172 с.
6. Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 8 (88). С. 344-349.
7. Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Молодой ученый. 2015. № 9 (89). С. 359-365.
8. Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 10 (90). С. 361-366.
9. Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMS Siemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
10. Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 12 (92). С. 356–361.
11. Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
12. Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
13. Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95). С. 222-227.
14. Шинкин В. Н. Критерий разрушения труб при дефекте раскатной пригар // Молодой ученый. 2015. № 16 (96). С. 261-265.
15. Шинкин В. Н. Дефект перегиба стальной заготовки на трубоформовочном прессе // Молодой ученый. 2015. № 17 (97). С. 318-323.
16. Шинкин В. Н. Подгибка кромок стального листа по эвольвенте // Молодой ученый. 2015. № 18 (98). С. 231-237.
17. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
18. Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110−112.
19. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
20. Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 7-11.
21. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
22. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
23. Шинкин В. Н., Коликов А. П. Упругопластическое формоизменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53-56.
24. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45-49.
25. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
26. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
27. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61-66.
28. Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528-531.
29. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
30. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
31. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
32. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте раскатной пригар с риской // Производство проката. 2012. № 12. С. 19-24.
33. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11-12. P. 833-840.
34. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки стальной горячекатаной рулонной полосы на пятироликовой машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2013. № 9. С. 43-48.
35. Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. 2014. № 5. С. 7-15.
36. Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26-34.
37. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
38. Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой листоправильной машине // В сборнике: Глобализация науки: проблемы и перспективы. Том 2. - Уфа: Башкирский государственный университет, 2014. - С. 119-121.
39. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
40. Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
41. Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMS Meer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 3-1. С. 64-67.
42. Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 4-1. С. 114-119.
43. Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 5-1. С. 96–99.
44. Шинкин В. Н. Расчет усилий трубоформовочного пресса SMS Meer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 6-1. С. 115–118.
45. Шинкин В. Н. Оценка усилий трубоформовочного пресса SMS Meer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 7-1. С. 74-78.
46. Шинкин В. Н., Барыков А. М. Сила давления пуансона трубоформовочного пресса SMS Meer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 8-1. С. 78-83.
47. Шинкин В. Н., Барыков А. М. Математический критерий перегиба стальной заготовки на трубоформовочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 9-1.
48. Пермичев Н. Ф., Барыков А. М., Палева О. А. Управление инновационным потенциалом предприятия. - Нижний Новгород: Изд. ВВАГС, 2008. - 83 с.
