




Предложен критерий упругопластического разрушения стальных труб большого диаметра при дефекте риска. Результаты исследования могут быть использованы при диагностике причин разрушения стальных труб большого диаметра магистральных газонефтепроводов.
Ключевые слова: стальные трубы большого диаметра, критическое давление разрыва трубы, дефект риска.
Производство труб большого диаметра по схеме JCOE. Новейшими технологиями производства прямошовных сварных труб большого диаметра 1020 мм, 1220 мм и 1420 мм из сталей класса прочностей К38−К65 и Х42−Х80, с толщиной стенки до 52 мм, длинной до 18 м и рабочим давлением до 22,15 МПа являются процессы по схеме JСОE, разработанные немецкой фирмой SMS Meer [1−49]. Технологии SMS Meer используют российские трубные заводы − АО «Выксунский металлургический завод», ЗАО «Ижорский трубный завод» и ОАО «Челябинский трубопрокатный завод».
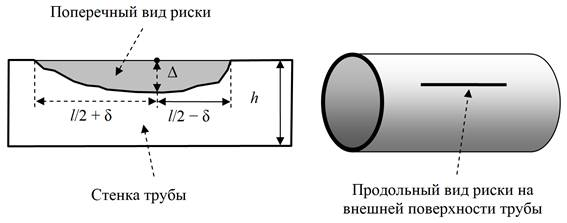
Рис. 1. Дефект риска на внешней поверхности трубы
Производственные дефекты труб из стального листа. На отечественных нефтепроводах почти в два раза больше, чем в США и Европе, отказов из-за заводских дефектов и брака строительно-монтажных работ. Поэтому необходимо тщательно изучать причины известных случаев отказа трубопроводов из-за производственного брака.
Перед формовкой труб стальной лист правят на листоправильных машинах [4, 5, 9-15]. Дефект образования гофра продольной кромки стального листа на кромкогибочном прессе изучался в работах [4, 5, 19-30], дефект несплавления сварного продольного шва при сборке трубы − в [4, 5, 16], дефект остаточных напряжений стального листа после трубоформовочного пресса - в [4, 5, 32], дефект стального листа раскатной пригар - в [4, 5, 17].
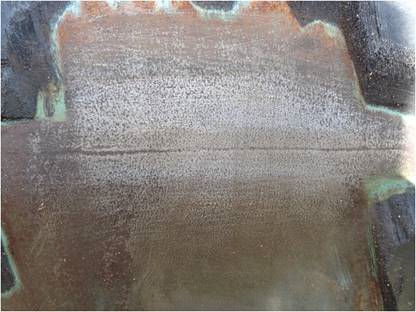
Рис. 2. Дефект риска на поверхности стальной трубы большого диаметра
Критерий упругопластического разрыва трубы при внутреннем давлении и дефекте риска. Риска (царапина) − дефект поверхности трубы в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла листа или трубы прокатной арматурой без изменения структуры и неметаллических включений. На рис. 1. показан продольный и поперечный вид риски на внешней поверхности трубы.
Пусть p − внутреннее давление трубы; h и D − толщина стенки и внешний диаметр трубы, σв − предел прочности материала трубы; l, Δ и δ − поперечная ширина риски, глубина риски и смещение наибольшей глубины риски от ее центра (0 ≤ δ < l/2), φ − угол наклона линии риски к оси симметрии трубы.
По теории упругопластического течения деформацию элементов сплошной среды можно представить как сумму упругой и пластической деформаций. При этом упругая деформация подчиняется обобщенному закону Гука, а пластическая деформация подчиняется теории Сен-Венана−Мизеса.
Если риска находится на внешней поверхности трубы, то разрушение поверхности трубы происходит, когда максимальные касательные напряжения в основании риски достигнут половины предела прочности материала трубы:
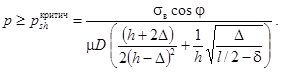
где μ = const ≥ 1 − экспериментальный безразмерный коэффициент.

Рис. 3. Исследование дефекта риска на поверхности стальной трубы с помощью электронной аппаратуры
Пример дефекта риска на поверхности стальной трубы. На рис. 2 и 3 показана стальная труба магистрального трубопровода «Восточная Сибирь - Тихий Океан» с дефектом риска на внешней поверхности трубы. Глубина и ширина риски соответственно равны 0,4 мм и 8 мм. Геометрические и прочностные характеристики стальной трубы: диаметр трубы D = 1220 мм, толщина стенки трубы h = 19 мм, класс прочности стали К60, предел прочности стали σв = 684 МПа.
Автор выражает благодарность научному руководителю, профессору, д.ф.-м.н. Владимиру Николаевичу Шинкину (Национальный исследовательский технологический университет «МИСиС») за обсуждение статьи и ценные замечания.
Литература:
1. Мокроусов В. И. Формовка плоской стальной заготовки на трубном прессе // Молодой ученый. 2015. № 15 (95) С. 133-136.
2. Мокроусов В. И. К вопросу о гибке стальной цилиндрической заготовки // Молодой ученый. 2015. № 16 (96). С. 202–205.
3. Мокроусов В. И. К вопросу о пошаговой формовке изогнутого стального листа // Молодой ученый. 2015. № 17 (97).
4. Шинкин В. Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
5. Шинкин В. Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
6. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. - М: Изд. Дом МИСиС, 2008. - 307 с.
7. Шинкин В. Н. Теоретическая механика для металлургов. - М: Изд. Дом МИСиС, 2012. - 679 с.
8. Буланов Э. А., Шинкин В. Н. Механика. Вводный курс. - М.: БИНОМ. Лаборатория знаний, 2013. - 172 с.
9. Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 8 (88). С. 344-349.
10. Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Молодой ученый. 2015. № 9 (89). С. 359-365.
11. Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 10 (90). С. 361-366.
12. Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMS Siemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
13. Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 12 (92). С. 356–361.
14. Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
15. Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
16. Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95). С. 222-227.
17. Шинкин В. Н. Критерий разрушения труб при дефекте раскатной пригар // Молодой ученый. 2015. № 16 (96). С. 261-265.
18. Шинкин В. Н. Дефект перегиба стальной заготовки на трубоформовочном прессе // Молодой ученый. 2015. № 17 (97).
19. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
20. Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110−112.
21. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
22. Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 7-11.
23. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
24. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
25. Шинкин В. Н., Коликов А. П. Упругопластическое формоизменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53-56.
26. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45-49.
27. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
28. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
29. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61-66.
30. Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528-531.
31. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
32. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
33. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
34. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте раскатной пригар с риской // Производство проката. 2012. № 12. С. 19-24.
35. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11-12. P. 833-840.
36. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки стальной горячекатаной рулонной полосы на пятироликовой машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2013. № 9. С. 43-48.
37. Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. 2014. № 5. С. 7-15.
38. Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26-34.
39. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
40. Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой листоправильной машине // В сборнике: Глобализация науки: проблемы и перспективы. Том 2. - Уфа: Башкирский государственный университет, 2014. - С. 119-121.
41. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
42. Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
43. Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMS Meer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 3-1. С. 64-67.
44. Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 4-1. С. 114-119.
45. Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 5-1. С. 96–99.
46. Шинкин В. Н. Расчет усилий трубоформовочного пресса SMS Meer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 6-1. С. 115–118.
47. Шинкин В. Н. Оценка усилий трубоформовочного пресса SMS Meer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 7-1. С. 74-78.
48. Шинкин В. Н., Барыков А. М. Сила давления пуансона трубоформовочного пресса SMS Meer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 8-1.
49. Шинкин В. Н., Барыков А. М. Математический критерий перегиба стальной заготовки на трубоформовочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 9-1.
