




По мере развития и внедрения в производство продуктов биотехнологии, новых подходов к обеспечению безопасности и управлению рисками, принятия новых технических регламентов, стандарты Системы менеджмента качества, НАССР и GMP будут обязательны к применению [1–6]. Задача статистического управления процессами — обеспечение и поддержание процессов на приемлемом и стабильном уровне. Гарантируя соответствие продукции и услуг установленным требованиям. Главный статистический инструмент, используемый для этого контрольная карта, графический способ представления и сопоставления информации, основанной на последовательности выборок. Отражающих текущее состояние процесса, с границами, установленными на основе внутренней присущей процессу изменчивости. Метод контрольных карт помогает определить, действительно ли процесс достиг статистического управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства. Использование контрольных карт и их тщательный анализ ведут к лучшему пониманию и совершенствования процессов.
1) Анализируем данные общего микробного числа в течение года в производственных помещениях.
Заносим в таблицу значения: месяц в котором отбиралась проба; значение микробного числа (ОМЧ) в соответствии со стандартами GMP EC; «уровень тревоги» — критические значения общего микробного числа; полученные показатели (общее микробное число в КОЕ/м3).
2) Строим графики с помощью таблиц с параметрами воздуха исследуемых помещений
3) Находим статистический индекс Cpk параметров воздушной среды исследуемых помещений.
Расчет статистического индекса Срк. Это наиболее простой и непосредственный индикатор пригодности процесса. Он определяется как отношение размаха допуска к размаху процесса. Расчет проводят после подтверждения того, что процесс находится в статистически управляемом состоянии, с использованием контрольных карт размахов и средних арифметических.
Для совокупности, образованной из значений ОМЧ, рассчитывают:
1) стандартное отклонение;
2) показатель СpU (Cpk), отражающий положение общего среднего ( ) относительно наибольшего предельного значения показателя качества (USL);
) относительно наибольшего предельного значения показателя качества (USL);
3) показатель СpL, отражающий положение общего среднего () относительно наименьшего предельного значения показателя качества (LSL), где из двух показателей СpU и СpL необходимо выбрать наименьшее значение.
Значимым показателем является индекс Срк ≥ 1,33. Такое значение индекса свидетельствует о стабильности процесса.
На рисунке 1 представлены показатели параметров воздуха отобранные в производственных помещениях. Изучив показатели параметров воздуха, мы определили статистический индекс Срк. В таблице 1 указаны критерии процесса для помещений: 1 — сан.пропускник, 2 — весовая, 3 — смешивания компонентов, 4 — таблетирования, 5 — фасовка в блистеры.
Таблица 1
Критерии процесса в помещении
|
№ помещения |
Среднее значение, ( |
Стандартное отклонение, (δ) |
Предельное значение показателей качества, (USL) |
Статистический индекс Срк200 |
Предельное значение показателей качества, (USL) |
Статистический индекс Срк150 |
|
1 |
36,67 |
45,53 |
200 |
1,2 |
150 |
0,83 |
|
2 |
10,42 |
14,57 |
200 |
4,34 |
150 |
3,19 |
|
3 |
9,17 |
18,47 |
200 |
3,44 |
150 |
2,54 |
|
4 |
10,42 |
17,67 |
200 |
3,58 |
150 |
1,69 |
|
5 |
|
|
|
|
|
|
|
|
|
|
в помещении «Сан пропускник» |
в помещении «Весовая» |
|
|
|
|
в помещении «Смешивания компонентов» |
воздуха в помещении «Таблетирования» |
|
|
|
|
в помещении «Фасовка в блистеры» |
|
|
|
|
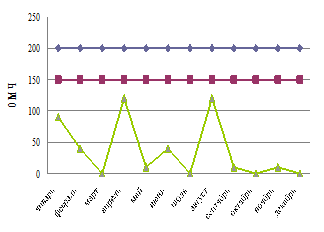
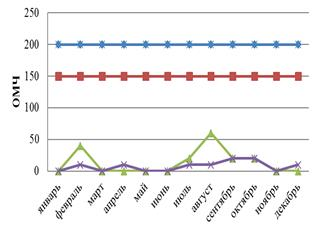
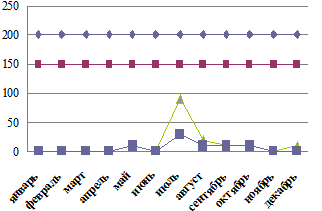
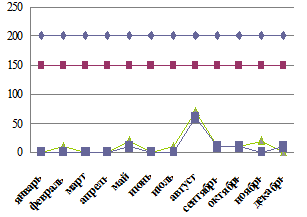
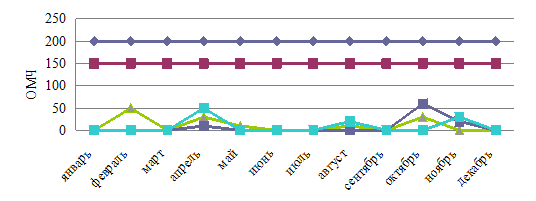
 — норма по GMP EC,
— норма по GMP EC,  — «уровень тревоги»,
— «уровень тревоги»,  — т.1,2014 г
— т.1,2014 гРис. 1. Годовой график изменения параметров воздуха
Анализируя полученные в 2014 г. году данные, мы увидели, что максимальное значение параметров воздуха в помещении: «Сан пропускник» составило 120 КОЕ/м3; «Весовая» — 60 КОЕ/м3; «Смешивания компонентов» –90 КОЕ/м3; «Таблетирования» составило 70 КОЕ/м3; «Фасовка в блистеры» –60 КОЕ/м3.
Все полученные значения параметров воздушной среды производственного помещения соответствуют норме и не превышают «уровня тревоги». Полученные индексы Cpk свидетельствует о стабильности процесса в производственных помещениях.
Литература:
1. Кувшинова, О. С. Применение элементов стандарта GMP в России / О. С. Кувшинова, Н. А. Шкаева // Молодой ученый. — 2015. — № 3 (83). — С. 165–168.
2. Ребезов, М. Б. Интегрированные системы менеджмента качества на предприятиях пищевой промышленности: монография / М. Б. Ребезов, Н. Н. Максимюк, О. В. Богатова, Н. Г. Курамшина, Е. С. Вайскробова. — Магнитогорск: МаГУ, 2009. — 357 с.
3. Ребезов, М. Б. От лучшего управления — к лучшему качеству. Система менеджмента качества на основе международных стандартов ИСО серии 9000: учебное пособие / М. Б. Ребезов, Н. Н. Максимюк, Е. С. Вайскробова. — Магнитогорск: МаГУ, 2007. — 132 с.
4. Цой, В. А. Анализ развития менеджмента качества / В. А. Цой, М. Б. Ребезов // Ученые записки института сельского хозяйства и природных ресурсов НовГУ. — Т. 17, Вып. 2. — В.Новгород, 2009. — С. 105–109.
5. Прохасько, Л. С. Современные проблемы науки и техники в пищевой промышленности: учебное пособие / Л. С. Прохасько, М. Б. Ребезов, Г. Н. Нурымхан. — Алматы: МАП, 2015. — 112 с.
6. Ребезов, М. Б. Основы законодательства и стандартизации в пищевой промышленности: учебное пособие / М. Б. Ребезов, Н. Б. Губер, К. С. Касымов. — Алматы: МАП, 2015. — 208 с.
