




Предложен математический метод определения оптимальных технологических параметров холодной правки стального листа на девятироликовой листоправильной машине немецкой фирмы SMS Siemag. Результаты исследований могут быть использованы на металлургических заводах по производству широкого толстого стального листа.
Ключевые слова: толстый стальной лист, листоправильная машина
Металлургический комплекс стан 5000 (МКС 5000). Состав оборудования МКС 5000 немецкой фирмы SMS Siemag (рис. 1): 1) склад слябов; 2) нагревательные печи Fives Stein; 3) гидравлический сбив окалины; 4) прокатная клеть кварто с усилием 12000 т.; 5) 5-ти роликовая листоправильная машина SMS Siemag предварительной горячей правки листа; 6) устройство ускоренного охлаждения с секциями высокого и низкого давления; 7) 9-ти роликовая листоправильная машина SMS Siemag горячей правки с усилием 4000 т.; 8) дисковый холодильник и участок замедленного охлаждения листов; 9) 9-ти роликовая листоправильная машина SMS Siemag холодной правки с усилием 4000 т.; 10) инспекционный стол с кантователем; 11) установка ультразвукового контроля листов; 12) сдвоенные кромкообрезные ножницы и ножницы продольной резки листов; 13) делительные ножницы поперечной резки листов; 14) шлеппер.
Форма нейтральной поверхности стального листа при изгибе, расчет коэффициентов пружинения, остаточных напряжений и критических давлений при различных дефектах и формах формовки листа рассматривались в [1−34].
Девятироликовая машина SMS Siemag для холодной правки стальных листов. Девятироликовая листоправильная машина фирмы SMS Siemag (рис. 2) предназначена для холодной правки листа шириной 1500¸4850 мм, толщиной 7¸50 мм, длинной до 40 м, с пределом текучести металла до 1000 МПа при температуре листа до 150°. Максимальное усилие правки 4000 т.
Над верхней кассетой роликов установлены четыре цилиндра настройки, которые могут ее поднимать, опускать, наклонять и поворачивать. Нижние входные и выходные правильные ролики снабжены отдельными системами настройки их вертикального положения.
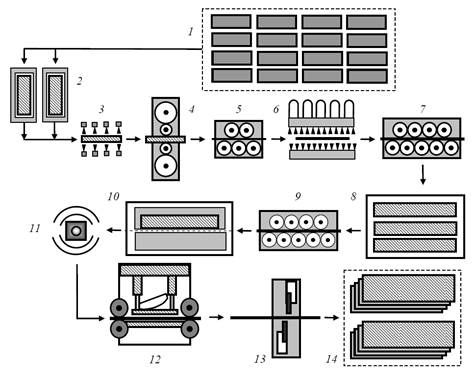
Рис. 1. Состав оборудования и последовательность операций на МКС 5000
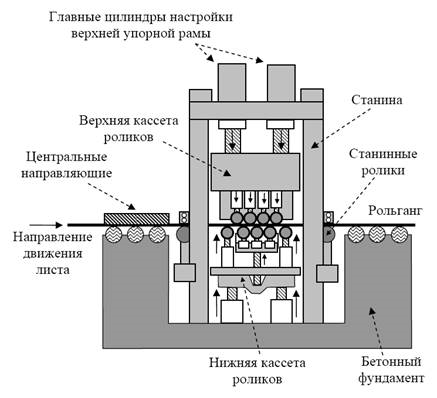
Рис. 2. Девятироликовая листоправильная машина SMS Siemag
Правка листа на девятироликовой листоправильной машине SMS Siemag. Пусть t − шаг между нижними правильными роликами; Hi − величина обжатия срединной поверхности стального листа на i-ом правильном ролике (для нижних роликов положительным направлением обжатия считается направление вверх, для верхних роликов - вниз), h − толщина стального листа, R − радиус рабочих роликов, R0 = R + h/2; σт, E, Пр и Пс − предел текучести, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с роликами, φi − углы точек касания листа и роликов (i = 1 … 9) (рис. 3).
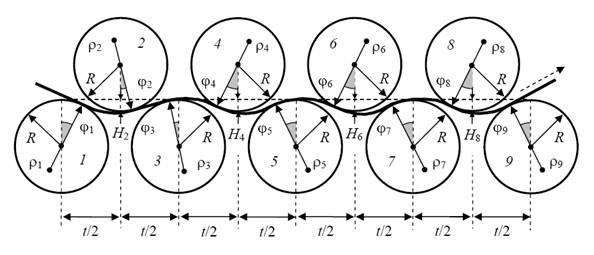
Рис. 3. Правка листа девятью роликами листоправильной машины
Далее будем считать, что нижние правильные ролики лежат на одном уровне (H1 = H3 = H5 = H7 = H9 = 0 м). Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен [1, 2, 4]
Введем девять локальных декартовых прямоугольных систем координат y−z в точках касания листа с рабочими роликами. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпендикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z2 − b z3 (метод Шинкина [1, 2]). Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат. Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с роликами.
первый и второй ролики




второй и третий ролики




(2j -1)-ый и 2j-ый ролики (j= 2, 3, 4)




2j-ый и (2j + 1)-ый ролики (j = 2, 3, 4)




Граничные условия задачи имеют вид


Результаты расчетов. Решая систему уравнений при t = 0,34 м, R = 0,160 м, h = 0,019 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = H9 = 0 м, H2 = 0,012 м, H4 = 0,006 м, H6 = 0,003 м, H8 = 0,0015 м и ρ1 = -1 м, получаем ρ2 = 0,490 м, ρ3 = −0,560 м, ρ4 = 0,772 м, ρ5 = −1,052 м, ρ6 = 1,512 м, ρ7 = −2,148 м, ρ8 = 3,680 м, ρ9 = 2503 м, φ1 = 4,23°, φ2 = 0,62°, φ3 = 1,80°, φ4 = 0,61°, φ5 = 1,04°, φ6 = 0,38°, φ7 = 0,57°, φ8 = 0,37°, φ9 = 0,94°, e1 = -1, e2 = 2,040, e3 = -1,785, e4 = 1,295, e5 = -0,951, e6 = 0,662, e7 = -0,466, e8 = 0,272, e9 = 0,0004 (рис. 4).
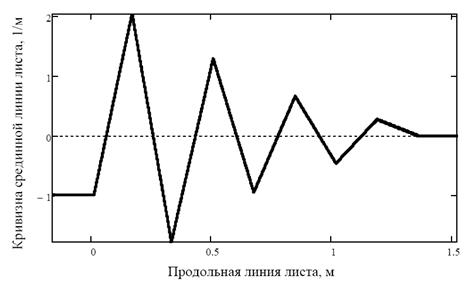
Рис. 4. Кривизна листа между девятью роликами листоправильной машине
На первых четырех рабочих роликах доля пластической деформации по толщине листа должна составлять от 67% до 80%. На трех последних роликах обжатия стального листа подбираются так, чтобы свести кривизну стального листа на последнем 9-ом ролике практически к нулю.
Производство труб большого диаметра из широкого толстого стального листа. Для обеспечения высоких требований к эксплуатации магистральных трубопроводов в практике трубного производства утвердился процесс формовки трубной заготовки из стального листа по схеме JСOE, разработанный немецкой фирмой SMS Meer [1-33]. Перед формовкой стальной лист правят на многороликовых листоправильных машинах [31-33]. Дефект образования гофра продольной кромки стального листа на кромкогибочном прессе SMS Meer изучался в работах [1, 2, 8-20], вредное влияние остаточных напряжений в стенке стального листа после трубоформовочного пресса SMS Meer на процесс экспандирования трубы − в [1, 2, 21, 22], дефект «точка перегиба» при изгибе стального листа на трубоформовочном прессе SMS Meer − в [1, 2, 23], дефект несплавления сварного продольного шва при сборке трубы − в [1, 2, 29], дефект стального листа раскатной пригар с риской - в [1, 2, 30], процессы прокатки стального листа для производства труб - в [35-44].
Литература:
1. Шинкин В. Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
2. Шинкин В. Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
3. Шинкин В. Н. Теоретическая механика для металлургов. - М: Изд. Дом МИСиС, 2012. - 679 с.
4. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. - М: Изд. Дом МИСиС, 2008. - 307 с.
5. Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 8 (88). С. 344-349.
6. Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Молодой ученый. 2015. № 9 (89). С. 359-365.
7. Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 10 (90).
8. Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110−112.
9. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
10. Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 7-11.
11. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
12. Шинкин В. Н., Коликов А. П. Упругопластическое изменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53-56.
13. Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528-531.
14. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45-49.
15. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
16. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
17. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11-12. P. 833-840.
18. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
19. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61-66.
20. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
21. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
22. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
23. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
24. Шинкин В. Н. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
25. Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMS Meer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 3 (74). Часть 1. С. 64–67.
26. Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 4 (75).
27. Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 5 (76).
28. Шинкин В. Н. Расчет усилий трубоформовочного пресса SMS Meer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 6 (77).
29. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
30. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте «раскатной пригар с риской» // Производство проката. 2012. № 12. С. 19-24.
31. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки горячекатаной рулонной полосы на пятироликовой машине линии Fagor Arrasate // Производство проката. 2013. № 9. С. 43-48.
32. Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26-34.
33. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
34. Пермичев Н. Ф., Барыков А. М., Палева О. А. Управление инновационным потенциалом предприятия. - Нижний Новгород: Изд. ВВАГС, 2008. - 83 с.
35. Скороходов В. Н., Чернов П. П., Мухин Ю. А., Бельский С. М. Математическая модель процесса свободного уширения при прокатке полос // Сталь. 2001. № 3. С. 38−40.
36. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Нейтральные углы при прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2006. № 5. С. 2−6.
37. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Контактное давление при тонколистовой прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2007. № 2. С. 15−20.
38. Мухин Ю. А., Бельский С. М. О допустимости одного упрощения при анализе процесса несимметричной тонколистовой прокатки // Производство проката. 2007. № 7. С. 11−13.
39. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Энергетический баланс и величина нейтральных углов при прокатке в валках неравных диаметров // Производство проката. 2007. № 9. С. 15−18.
40. Бельский С. М., Мухин Ю. А., Нейтральные углы и контактное давление при тонколистовой прокатке со скоростной асимметрией // Производство проката. 2007. № 11. С. 13−17.
41. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 1 // Производство проката. 2007. № 12. С. 17−19.
42. Бельский С. М. Влияние формы эпюры переднего удельного натяжения на распределение давления прокатки и выходных напряжений по ширине полосы // Известия высших учебных заведений. Черная металлургия. 2008. № 1. С. 43-46.
43. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 2 // Производство проката. 2008. № 1. С. 21-24.
44. Бельский С. М. О некоторых эффектах применения осевой сдвижки рабочих валков // Производство проката. 2008. № 7. С. 21−24.
