





Статистические методы управления качеством являются обязательным элементом современных систем менеджмента качества, внедряемых на российских предприятиях, конкурентоспособность которых во многом зависит от умения персонала предприятия на практике применять эти методы. Область применения статистических методов в задачах управления качеством продукции чрезвычайно широка и охватывает весь жизненный цикл продукции. Статистические методы анализа и оценки качества продукции, статистические методы регулирования технологических процессов и статистические методы приемочного контроля качества продукции являются составляющими управления качеством продукции. Практически полученные результаты статистических исследований относят к одному из известных теоретических законов распределения — к нормальному закону распределения, что позволяет использовать известные формулы расчетные таблицы к ним.
В настоящее время статистический анализ данных можно реализовывать не только в специальных программах, например Statistica, но и в других программах — от электронных таблиц MS Excel до математических пакетов (Mathcad, Matlab, Scilab и др.). Количество доступных статистических функций последних, сегодня почти не уступает специальным программам.
Рассмотрим реализацию статистического анализа в MS Excel, для этого загрузим надстройку Пакет анализа (рис. 1) и в закладке Данные появится Анализ данных.
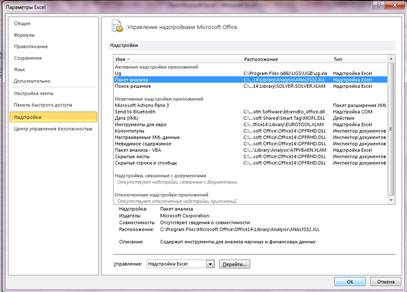
Рис. 1. Подключение надстройки Пакет анализа
Для исследования отбираем партию обработанных изделий — втулок, изготовленных на одном станке одним рабочим без подналадок, то есть при неизменяемых условиях (рис. 2) и запишем выборку по внутреннему диаметру втулки (рис. 3).
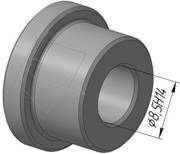
Рис. 2. Исследуемый объект Ø8,5Н14
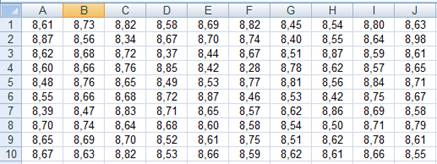
Рис. 3. Выборка по внутреннему диаметру втулки
Определяем размах варьирования значений внутреннего диаметра втулки:
R= xmax — xmin.
С помощью надстройки Анализа данных — Описательная статистика (рис. 4) поле рассеяния делится на нечетное количество интервалов, в нашем случае на 9, и в каждом находят абсолютную и относительную частоты рассеивания размеров деталей с подсчетом основных параметров выборки (максимум, минимум, среднее) (рис. 5).
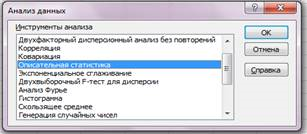
Рис.4. Диалоговое окно Анализ данных
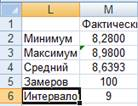
Рис. 5. Результаты анализа
Заполним расчетную таблицу, применяя статистические функции MS Excel — СРЗНАЧ, ЧАСТОТА, ВЕРОЯНОСТЬ, СТАНДОТКЛОН и НОРМРАСП (рис. 6). В результате получили значения математического ожидания Dср=8,64 и среднеквадратического отклонения (СКО) σ=0,13.
Для интерпретации результатов статистического анализа необходимо построить распределение экспериментальных данных (чаще всего строится в виде гистограммы) и кривую распределения случайной величины (в виде линий) и применить правило трех сигм — значение непрерывной случайной величины попадает в интервал от -3σ до +3σ с вероятностью 0,9973, то есть погрешность 0,27 %. Если рассеяния размеров выходит за обе границы поля допуска (верхнее и нижнее) размера, то одна часть деталей идет в брак исправимый, другая часть — в брак неисправимый
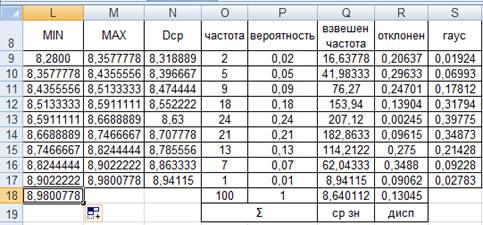
Рис. 6. Расчетная таблица
По ячейкам S9-S17 строится кривую нормального распределения для данной выборки (рис. 7, тонкая линия), а значения сравниваются с экспериментальной вероятностью (ячейки Р9–17).
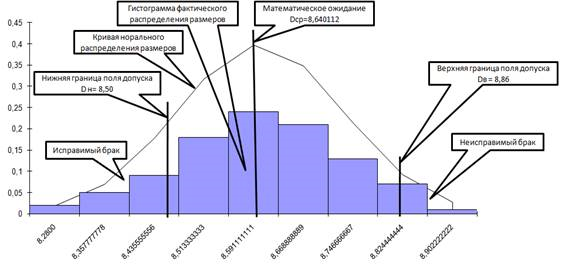
Рис. 7. Сравнение экспериментальных и расчетных данных
На рис.7 видно, что все детали, лежащие левее нижней границы поля допуска, представляют собой «исправимый брак», после повторной обработки их размер может попасть в пределы поля допуска. Для определения количественных характеристик необходимо рассчитать площади криволинейных трапеций, ограниченных кривой нормального распределения размеров сверху, осью абсцисс снизу и соответствующими вертикальными размерными линиями слева и справа. Количество «исправимого» брака посредством статистической функции MS Excel составляет 14,14 %, «неисправимого» 9,54 %. Следовательно, количество годных деталей 76,32 %.
Применение статистических функций MS Excel в управлении качеством дает более полную визуализацию стабильности технологического процесса и открывает широкие возможности для сокращения затрат труда и времени на заполнение контрольных карт, что в конечном итоге обеспечивает значительную экономию денежных средств.
Литература:
1. Управление качеством в машиностроении: учеб. пособие / А. Ф. Гумеров [и др.]. Старый Оскол: ТНТ, 2008. 168 с.
2. Теория вероятностей и математическая статистика в примерах и задачах с применением Excel: учеб. пособие для вузов / Г. В. Горелова, И. А. Кацко. 3-е изд., доп. и перераб. Ростов н/Д: Феникс, 2005. 480 с.
