




В работе представлены результаты исследования распределения деформаций в детали типа «стакан» с применением методов измерения микротвердости и количественной металлографии. Исследование проводилось на образцах из стали 10, изготовленных холодным выдавливанием пуансонами круглого поперечного сечения с плоским торцом разного диаметра.
Измерение микротвердости проводилось на металлографическом шлифе после травления в 5% растворе HNO3. Микротвердость и размер зерна были исследованы по толщине стенки: а–а, b–b, c–c и под торцевой плоскостью пуансона: d–d, e–e, f–f (рис. 1).
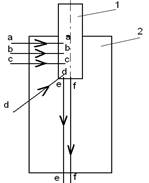
Рис. 1. Схема исследования микротвердости в образцах из стали 10.
1 – пуансон, 2 – заготовка, a–a, b–b, c–c, d–d, e–e, f–f, – области и направления измерения микротвердости и деформации
Логарифмическую степень пластической деформации определяли согласно методике, изложенной в работе Кутяйкина В. Г. [6], используя изменение размеров зерен. Для этого была написана специальная программа, которая по фотографиям, сохраненным в raw-формате, определяет количество пересечений секущих линий с границами зернен у исходного недеформируемого образца и образцов после выдавливания и, учитывая коэффициенты соответствия, вычисляет логарифмическую степень пластической деформации. Для определения микротвердости использовали прибор марки ПМТ–3. Производилось по 10 замеров в каждой плоскости и определялась погрешность, составившая от 5 до 15% с вероятностью 0,95.
С внешней стороны стенки образцов на расстоянии порядка 1 мм изменение формы зерен минимально и логарифмическая степень пластической деформация не превышает 0,25(в относительных показателях – 22%) (рис. 2,3). Величина деформации зерен равномерно увеличивается при приближении к боковой поверхности пуансона и активно возрастает, в объеме метала прилегающего к поверхности пуансона на расстоянии 0,5–1 мм от поверхности пуансона (рис. 3). Здесь логарифмическая степень деформации достигает значения 1,5 (в относительных показателях – 78%).

Рис. 2. Микроструктура стали 10 после холодного выдавливания в сечениях b, c, d, e, f. Травление в 5%-ном растворе HNO3на спирту, ×50
Диаметр зерна у внешней стенки в горизонтальном направлении для образцов по сечению b–b – 13–14 мкм, c–c – 12–13 мкм. В объеме металла, прилегающего к плоскости пуансона диаметр зерна по сечению b–b – 2–3 мкм, c–c –2–3 мкм.
Сечение d–d является местом перехода торца полости пуансона в ее боковую поверхность. Измерения проводились под углом 45° к рабочей плоскости пуансона. Для этого сечения изменение деформации схоже с ее изменением у боковых стенок. По мере приближения к пуансону логарифмическая степень пластической деформации сжатия растет интенсивнее. В объеме металла, касающегося пуансона, она достигает максимального значения равного 1,68 (80% – в относительных показателях). В этой области хорошо просматривается картина течения металла по искажением зерен. Зерна сильно вытянуты вдоль сечения d–d, то есть под углом 45° к торцевой и боковой поверхностям пуансона. Размер зерна в этой области равен 2–3 мкм.
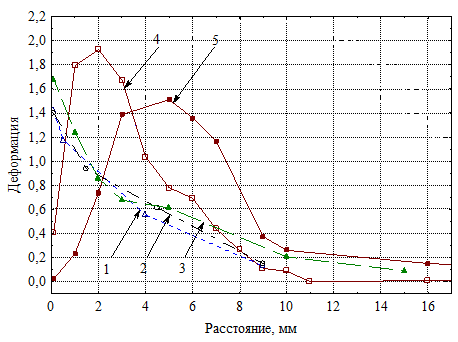
Рис. 3. Значение логарифмической степени пластической деформации в сечении:
1 – b–b, 2 – c–c, 3 – d–d, 4 – e–e, 5 – f–f
Под пуансоном исследования проводились по двум сечениям e–e и f–f. Сечение f–f находится на оси вдавливаемого пуансона в направлении от торцевой поверхности пуансона вглубь заготовки. Исследования показывают, что в объеме металла примыкающего к торцу пуансона, форма зерен микроструктуры практически не меняется, что говорит о том, что здесь пластическое течение минимально. Логарифмическая степень пластической деформации здесь равна 0,02 (2% в относительных показателях).
Микротвердость у исследуемых образцов, равномерно увеличивается при приближении к боковой плоскости пуансона. На стенках заготовки и непосредственно в объеме металла, прилегающего к пуансону, микротвердость активно возрастает (рис. 4). Характер изменения микротвердости под рабочей плоскостью пуансона подобен изменению деформации по сечениям e–e и f–f. Область металла, имеющую максимальные значения микротвердости можно считать очагом пластической деформации [4]. В сечении f–f область металла с максимальными значениями микротвердости располагается от торца пуансона на расстоянии 2,5–8 мм. Изменение микротвердости в боковой стенке по высоте незначительно (рис. 4). В горизонтальном направлении микротвердость около плоскости пуансона больше исходной в 1,5–1,7 раза.
Логарифмическое изменение микротвердости находили по формуле
 (1)
(1)
где HVt – текущее значение микротвердости, HV0 – значение микротвердости у исходного образца.
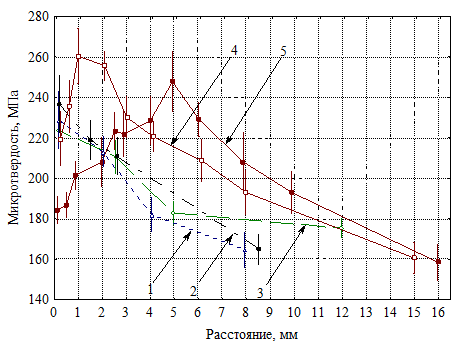
Рис. 4. Значение микротвердости в сечении:1 – b–b, 2 – c–c, 3 – d–d, 4 – e–e, 5 – f–f
Для оценки тесноты связи микротвердости и деформации рассматривались сечения e–e и f–f, так как наибольшее количество измерений проводилось именно в этих сечениях. Сопоставив данные изменения микротвердости по уравнению 1 и используя программу STATISTICA 7.0 получили значения коэффициента Фишера и коэффициента корреляции.
Так в сечении e–e коэффициент Фишера равен 18,349, коэффициент корреляции на уровне нулевой гипотезы p<0,05 равен 0,87, что свидетельствует о тесной прямой связи между признаками.
В сечении f–f коэффициент Фишера равен 30,493, коэффициент корреляции на уровне нулевой гипотезы p<0,05 равен 0,91, что свидетельствует об очень тесной прямой связи между признаками.
Согласно изученной литературе [2, 6, 7] ясно, что определение степени пластической деформации в детали типа стакан является сложной задачей.
В учебной и справочной литературе деформацию рекомендуют определять по формуле Шехтера В. Я.
 (2)
(2)
где H0 H начальная и текущая высота очага пластической деформации,
R – относительный радиус матрицы.
В статье [2] отмечается, что формула Шехтера В. Я. применима только для стесненного выдавливания, и приводиться сложный расчет накопленных деформаций при свободном выдавливании.
Определение логарифмической степени деформации по размерам зерна требует специальной подготовки. Нами для этого предложен метод измерения микротвердости, т.к. была установлена корреляционная зависимость между параметрами изменения микроструктуры и микротвердости образцов после холодного выдавливания.
Таким образом, в итоге проведенной работы реализовано следующее.
1. Изучен характер изменения структуры, микротвердости, логарифмической степени деформации на изготовленных выдавливанием образцах типа «стакан» из стали 10 после различных вариантов холодного выдавливания.
2. Написана программа на языке С# для определения степени логарифмической деформации по изменению параметров зеренной структуры.
3. Найдена корреляционная зависимость между степенью деформации, определенной по параметрам зеренной структуры, со степенью деформации рассчитанной по значениям микротвердости.
Литература
1. Бунатян Г.В. Холодное выдавливание деталей формирующей технологической оснастки / Г.В. Бунатян, В.А. Скудное, А.И. Хымебяги. – М.: Машиностроение, 1998. – 182 с.
2. Дмитриев А.М. Расчет накопленных деформаций при выдавливании полых цилиндров / А.М. Дмитриев, А.Л. Воронцов // КШП. ОМД. 2004. № 3, С. 3–9, № 4, С. 7–13.
3. Избранные методы исследования в металловедении / под ред. Г.Й. Хунгера Пер. с нем. – М.: Металлургия, 1985. – 416 с.
4. Кузнецов В.П. Холодное выдавливание полых цилиндрических изделий из малоуглеродистой стали / В.П Кузнецов, И.П. Ренне, В.Н. Рогожин. – Тула, 1976. – 72 с.
5. Кузнецов Д.П. Технология формообразования холодным выдавливанием полостей деталей пресс-форм и штампов / Д.П. Кузнецов, А.В. Лясников, В.А. Кудрявцев. – М.: Машиностроение, 1973. – 111 с.
6. Кутяйкин В.Г. Анализ микроструктуры заготовок в очаге деформации при вдавливании пуансона с плоским торцом / В.Г. Кутяйкин // КШП. ОМД. 2007. № 5. С. 11–16.
7. Кутяйкин В.Г. Микроструктурные исследования при осевом вдавливании пуансонов / В.Г. Кутяйкин // КШП. ОМД. 2005. № 2. С. 3–7.
8. Овчинников А.Г. Основы теории штамповки выдавливанием на прессах / А.Г. Овчинников. – М.: Машиностроение, 1983. – 200 с.
9. Фельдман Г.Д. Холодное выдавливание стальных деталей / Г.Д. Фельдман. – М.: Машгиз, 1963. – 188 с.
