




Представленные в статье материалы рассматривают основные дефекты отливки «Рамы боковой», являющейся наиболее сложной отливкой в РЖД. Подробно приводятся возникающие в отливках дефекты, рассматривается природа их возникновения, в краткой форме способы ликвидации. Более полные рекомендации представлены в приведенной литературе. Для быстрого восприятия и дальнейшего логического осмысления протекающих в литейной форме процессов возникновения рассматриваемых дефектов отливок РЖД, может использоваться разработанная «Система выработки логических навыков изготовления отливок без дефектов».
К отливкам вагонов предъявляются повышенные требования по качеству изготовления. Вызвано это серьезными потерями при разрушении отливок в процессе эксплуатации. К наиболее ответственным отливкам относится «Рама боковая», разрушение которой приводит к крушению вагонов. Следовательно, к этой отливке требуется пристальное внимание изготовителей и контролирующих органов. Тем не менее, не все отливки выпускаются высокого качества. Об этом свидетельствует выпущенный РЖД в форме слайдового показа материал «Изломы и трещины боковых рам тележек грузовых вагонов», Москва, 2010.
Проведем анализ качества отливок без привязки их к заводу изготовителю. Изучение выпущенного материала свидетельствует о наличии на отливках однотипных дефектов. К ним можно отнести следующие:
1. Неспай и недолив, устанавливаемые при разбраковке отливок в заводе.
2. Волнистость и завороты на поверхности отливок, снижающие их прочность и товарный вид.
3. Горячие трещины.
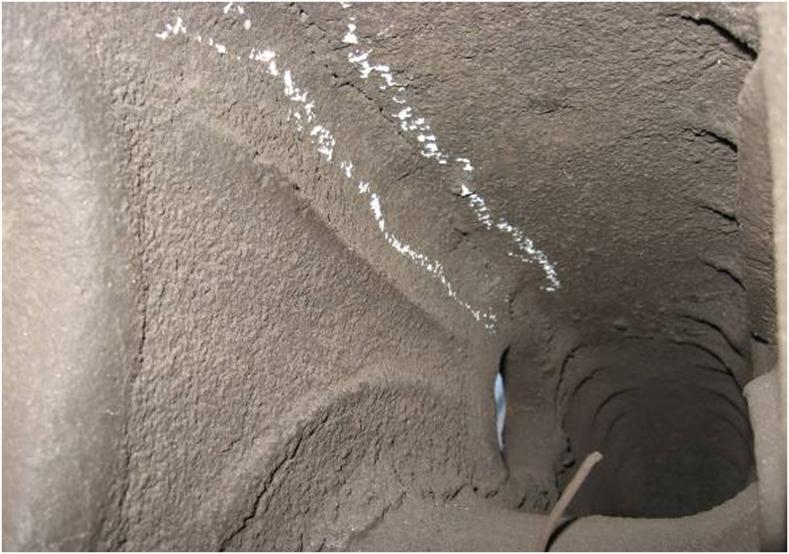
Рассмотрим фотографии дефектных мест отливок с присутствием на них неспая, недолива и волнистости, которые приведены на рис. 1, 2 и 3. На рис. 1 приведен фрагмент отливки с недоливом ее верхней и боковой части. Форма недолива свидетельствует о низкой жидкотекучести металла. На рис. 2 недолитым оказалось ребро отливки (помечено мелом). Для изготовления отливок используется сталь 20ГЛ, содержащая повышенное количество марганца. Следует отметить, что марганцовистая сталь агрессивна к кислым огнеупорам, материалу литейной формы и кислороду в форме [1]. В период плавки стали проводят процесс ее раскисления для повышения прочностных и технологических свойств, в том числе жидкотекучести. После заливки металла в ковш, возможна начальная стадия возникновения вторичного окисления стали. При заливке формы окислы на поверхности металла входят в контакт с веществами, покрывающими полость формы и имеющими кислые свойства. Если форма содержит кварцевый песок, возможно образование силикатов марганца. Если температура металла низка и скорость заливки небольшая, то отливки могут быть поражены пленами вследствие контакта поверхности металла с кислородом воздуха, заполняющего полость формы. Во время контакта с кислородом активируется вторичное окисление раскисленной ранее стали. При выходе в расширенное пространство формы, пленка успевает покрыть всю поверхность формы и иногда придает ей сморщенный вид, как показано на рис.3.
|
|
|
Рисунок 1. Фрагмент отливки «Рама боковая» с недоливом металла |

|
|
|
Рисунок 2. Фрагмент отливки «Рама боковая» с недоливом ребра, помеченного мелом |

|
|
|
Рисунок 3. Фрагмент отливки «Рама боковая», поверхность которой покрыта окисными пленами |

Приведем возможные причины вторичного окисления металла:
прерывание струи металла при заливке в воронку или чашу (на некоторых заводах по техпроцессу допускается прерывание струи металла от 3 до 8 раз);
увеличенный путь течения металла от стояка к буксовым проемам отливки и далее двумя встречными потоками вдоль отливки;
отсутствие рассредоточенного подвода металла, позволяющего увеличить скорость и уменьшить время заливки до определенной величины. Как отмечается в [2], из соображений большей производительности и получения равномерного температурного поля в отливке, скорость разливки поддерживают максимальной. Она ограничена лишь опасностью эрозионного разрушения формы и необходимостью вывести выделяющиеся газы;
создание окислительной атмосферы в литейной форме при заливке металла.
Дефекты, связанные с волнистостью и заворотами на поверхности рассматриваемых отливок также связаны с процессами вторичного окисления металла. Следует отметить, что для снижения окисляемости стали требуется повышение ее температуры, что явно скажется на увеличении количества горячих трещин. Следовательно, необходимо определять оптимальные значения отмеченных выше параметров и технологических решений для создания приемлемых условий формирования отливки без неспая и недолива. Решения по этим вопросам освещены в [1,2].
Горячие трещины на отливке способствуют ее возможному разрушению при длительной динамической нагрузке. Существует несколько вариантов образования и ликвидации горячих трещин [3]. На рис.4 приведен фрагмент отливки с горячей трещиной на ровной и одинаковой по толщине поверхности. На внутренней поверхности отливки в области буксового проема, видны упрочняющее ребро и конец горячей трещины, расположенной рядом с ребром. Место образования трещины находится рядом с местом подвода увеличенного по размеру питателя. При увеличении температуры металла с целью повышения его жидкотекучести, интенсивно разогревается место подвода увеличенного по сечению питателя. Это способствует длительному сохранению температуры в перегретом месте формы, незначительной прочности металла, что приводит к образованию горячей трещины при усадке стали. Такая ситуация относится к возникновению трещины в месте подвода горячего металла увеличенным питателем и на других отливках.
|
|
|
Рисунок 4. Фрагмент отливки «Рама боковая» с горячей трещиной |

Второй, наиболее распространенный вариант образования горячих трещин, представлен на рис. 5 и 6. На рис.5 приведен фрагмент отливки, имеющий стержень с выступающими углами, где в месте контакта выступающих углов имеются термические узлы. Манизм формирования горячей трещины в этом случае можно представить следующим образом. При наличии термического узла и выступающего в этот узел части стержня, происходит интенсивный разогрев горячим металлом выступающей части стержня, контактирующего с термическим узлом. В процессе охлаждения залитого металла, в месте контакта остается достаточно высокая температура металла и его недостаточная прочность. При усадке металла, реализация напряжения происходит в области низкой прочности стали в виде хорошо заметной горячей трещины [3]. Представленная отливка (рис.5), имеет горячую трещину, расположенную вдоль термического узла. На противоположной стороне отливки видны упрочняющие ребра для предупреждения образования в термическом узле горячих трещин. На этой стороне горячие трещины не наблюдаются. Следует отметить, что горячие трещины образуются не на всех отливках, а преимущественно на залитых горячим металлом.
|
|
|
Рисунок 5. Фрагмент отливки «Рама боковая» с упрочняющими ребрами и горячей трещиной |
На рис. 6 представлен фрагмент отливки с упрочняющими ребрами в термическом узле. Горячая трещина на этой отливке расположена вдоль термического узла и пересекает упрочняющие ребра. Объяснить рассматриваемую ситуацию можно заливкой формы перегретым металлом и выполнение упрочняющих ребер уменьшенного размера.
|
|
|
Рисунок 6. Фрагмент отливки «Рама боковая» с упрочняющими ребрами и горячей трещиной в термическом узле |

Проблема возникновения горячих трещин имеет связь с дефектами неспай и недолив через температуру заливаемого металла. Для снижения процесса вторичного окисления металла и повышения его жидкотекучести, сталь перегревают, что приводит к возникновению горячих трещин. Для снижения возможности образования неспая, недолива и горячих трещин, необходимо снизить процесс вторичного окисления металла, возникающего при заливке металла в форму. Приемы снижения вторичного окисления стали хорошо описаны в советской литературе известными литейщиками и могут быть применены на заводах для повышения жидкотекучести стали без значительного перегрева металла.
Для выявления и ликвидации рассмотренных дефектов наиболее ответственных отливок, в частности, «Рамы боковой» для РЖД, авторами разработан комплекс автоматизированных систем (тренажеров) для бездефектного изготовления отливок. В системах подробно рассматриваются следующие группы дефектов: светлые газовые раковины; окисленные газовые раковины; трещины; усадочные дефекты; неметаллические включения; неспай и недолив; ужимины и др. Детально рассматриваются и определяются разновидности дефектов, устанавливаются этапы их формирования, изучаются механизмы образования и ликвидации дефектов с использованием имитационного моделирования происходящих в литейной форме процессов.
Литература:
Бидуля П.Н. Технология стальных отливок. – М.: «Металлургиздат», 1961. – 352 с.
Грузин В.Г. Температурный режим литья стали. – М.: «Металлургиздат», 1962. – 351 с.
Воронин Ю.Ф. Система определения и ликвидации трещин в отливках из чугуна и стали. – учебное пособие с грифом Минвуза. – ВолгГТУ, ф.А4, цветная. – 2010. - 155 с
