




Ресертификация система менеджмента организации на соответствие требованиям ГОСТ Р ИСО 9001:2015 обязывает обновлять и актуализировать документацию СМК для результативного и эффективного прохождения как внутреннего, так и внешнего аудита.
Ключевые слова: продукция, требования, управление, процессный подход, документированная процедура.
Качество продукции зависит от стабильности процесса её изготовления. Чем большую вариативность имеет процесс изготовления продукции, тем более высокий процент несоответствий будет на выходе процесса. Выявляя и устраняя причины вариативности процессов изготовления продукции, делаем процесс изготовления более стабильным, а значит более управляемым.
Требования к качеству продукции устанавливаются и фиксируются в нормативных и нормативно-технических документах: национальных, отраслевых стандартах и стандарты организаций (во внешних), чертежах, технологической документации, разработанной на предприятии (внутренних).
Отклонения качества от установленных требований чрезвычайно разнообразны и обусловлены как условиями внешнего характера, так и внутренними факторами: нарушениями правил эксплуатации, ошибками разработчиков и изготовителей, нарушениями производственной дисциплины, дефектами оборудования, с помощью которого изготавливается продукция и т. д.
Основная задача, которая стоит в современном мире перед предприятиями, которые хотят быть конкурентоспособными на рынке – улучшение качества продукции при одновременном снижении затрат на её изготовление, за счёт внутренних резервов.
На предприятии ЗАО «Завод модульных конструкций “Магнум”» (далее ЗАО «ЗМК “Магнум”») система менеджмента качества построена на основании ISO 9001.
Предприятие ЗАО «ЗМК “Магнум”» специализируется на проектировании, изготовлении и поставке сборных зданий различного назначения из металлоконструкций, панелей типа «сэндвич». Предприятие выпускает как достаточно простые здания, так и уникальные конструкции, и сложнейшие сооружения сборных зданий и строительных металлоконструкций для обустройства месторождений нефти и газа, объектов химической промышленности 1.
В соответствии с видами деятельности ЗАО «ЗМК “Магнум”» обладает лицензией на выполнение деятельности по проектированию зданий и сооружений I и II уровней ответственности в соответствии с национальными стандартом и лицензией на строительство зданий и сооружений I и II уровней ответственности в соответствии с национальным стандартом.
Как и любое предприятие, ЗАО «ЗМК “Магнум”» стремится постоянно улучшать работу систему менеджмента качества (СМК) и качество выпускаемой продукции. Для этого раз в 6 месяцев проводиться её внутренний аудит. Но система не идеальна.
В 2005 году предприятие прошло сертификацию по ГОСТ Р ИСО 9001:2000, в области сертификации: проектирование, изготовление и поставка строительных металлоконструкций и стеновых и кровельных панелей для сборных зданий. В 2007, 2010, 2013 годах прошла ресертификация. В конце 2016 года планируется ресертификация СМК на соответствие требованиям ГОСТ Р ИСО 9001:2015. Сертификацию в очередной раз будет проводить сотрудники организацию «Бюро Веритас (Bureau Veritas Certification)», основанное в 1828 году.
Компания Bureau Veritas Certification является мировым лидером в предоставлении широкого спектра услуг, охватывающего такие основные направления деятельности как: сертификация; обучение; промышленный аудит; инспекция; верификация производств, процессов, проектов; проверка соответствия международным и национальным нормам безопасности и охраны окружающей среды; надзор за строительством; проверка строительных проектов и т. д. Группа компаний Бюро Веритас представлена в более чем 140 странах и насчитывает около 52000 сотрудников и 400000 клиентов 2.
Новая версия ГОСТ Р ИСО 9001:2015 усиливает требования, которые раньше лишь предполагались, например, проверка ошибок, управление изменениями, риск-менеджмент и допуск ошибок при невыполнении запланированных мероприятий 3. ГОСТ Р ИСО 9001:2015 возможно более директивный в этих областях, и имеет меньше возможностей для интерпретации. При следовании путём, предложенным новым стандартом, организация придёт к лучшему пониманию ожиданий клиентов и защиты своей деятельности. ГОСТ Р ИСО 9001:2015 является совершенствованием стандарта 2008 года.
В связи с этим, руководством предприятия поставлена задача: разработать документированную процедуру «Управление несоответствующей продукцией» на основе процессного подхода и её внедрить на предприятии в 2016 году.
Для выполнения поставленной задачи, сначала был проведён анализ причин несоответствующей продукции различных подразделений предприятия.
В соответствии с требованиями ISO 9001 в системе менеджмента качества предприятия установлены формы документов для регистрации несоответствующей продукции – протоколы НП. Ответственный за оформление протоколов – контролёр ОТК.
Протокол оформляется контролёром после выявления несоответствия продукции в процессе производства установленным требованиям. Форма протокола предусматривает не только наименование и количество несоответствующей продукции, но также и фамилию исполнителя, записи о коррекции, возможных причинах несоответствия и корректирующих действиях. Большинство НП возникает в цехе металлоконструкций, поэтому для рассмотрения анализа будем рассматривать данное производство.
Анализ несоответствующей продукции выполнялся по источникам её возникновения. Выделим следующие источники возникновения несоответствий:
- действия персонала;
- функционирование оборудования;
- конструкторская и технологическая документация;
- качество материалов, используемых для изготовления продукции.
Определим, на какие источники несоответствий приходится наибольшее количество протоколов НП. Сделаем выборку по участкам цеха МК и по годам (табл. 1). Так как за 2014 г. и 2015 г. было выпущено примерно одно и тоже количество металлоконструкций (по 9000 тонн/год), то можем сравнивать между собой количественные значения протоколов несоответствующей продукции.
Одним из важных факторов в изготовлении качественной продукции является квалификация работающего персонала, его умение составления и чтения конструкторской, технической и технологической документации. Поэтому необходимо рассмотреть влияние данного фактора на появление НП.
Таблица 1
Источники возникновения НП вцехе производства металлоконструкций по участкам
|
Участок цеха МК |
Источник возникновения НП |
Кол-во протоколов НП, шт. |
|
|
2014 г. |
2015 г. |
||
|
Заготовительный |
Персонал |
24 |
49 |
|
Документация |
12 |
3 |
|
|
Прочие (оборудование, материалы) |
15 |
8 |
|
|
Сборочно-сварочный, зачистка |
Персонал |
47 |
30 |
|
Документация |
28 |
17 |
|
|
Прочие |
7 |
14 |
|
|
Малярно-комплектовочный |
Персонал |
22 |
26 |
|
ИТР (конструктора) |
Персонал |
33 |
37 |
Произведем анализ по участкам цеха МК:
Заготовительный участок. Сравнивая 2014 г. и 2015 г. можно увидеть, что источником наибольшего числа протоколов НП является персонал. При этом, как видно, из табл. 1, документацией, оборудованием и материалами для работы рабочие обеспечены. В первой половине 2015 г. происходила значительная смена работающего персонала, связанная с экономическими трудностями на предприятии. Во время большой ротации персонала, рабочие не успевают изучить нормативную документацию, не имеют опыта в изготовлении продукции, связанного со спецификой предприятия, и делают ошибки в работе.
Сборочно-сварочный участок и участок зачистки. Из табл. 1 видно снижение НП по персоналу и документации, но нарастает количество протоколов по источнику «прочие». Появление НП возникает в основном из-за поставляемого металла. На предприятии ведется закупка металла среднего качества по конструктивным характеристикам (например, ширина полки швеллера и выпуклость находятся всегда в допуске, но фактические значения параметров изменяются очень сильно в пределах допуска). При сборке конструкций, особенно имеющих высокие требования к плоскостности, данные отклонения могут накапливаться и приводить к несоответствию собранной конструкции в целом, что, в дальнейшем, может повлиять на монтаж здания.
Малярно-комплектовочный участок (МКУ). На данном участке проблема с персоналом является самой важной, потому что после МКУ выходит готовая продукция и отправляется заказчику. Персонал знает все нормативные документы по покрасочным работам (3 июля 2015 г. проходила проверка знаний маляров по нормативной документации), но требования выполняет не всегда. Оборудование, материал для работы на МКУ в полной мере рабочий и качественный. Документация на участке предоставлена в полном объёме.
Инженерно-технические работники. Несоответствия, связанные с конструкторскими ошибками, представлены в табл. 1, потому что умение грамотно составлять чертежи, является наиболее важной задачей конструкторов. Насколько грамотно построена конструкторская документация, тем проще рабочему прочитать чертёж и правильно выполнить свою работу. Также в период с 2014 г. по 2015 г. была смена персонала в проектно-конструкторском отделе.
Проведенный анализ позволил сделать вывод, что большинство НП возникает из-за персонала: неграмотности, незнания нормативной документации, неумения читать конструкторскую документацию. Согласно отчету по анализу результативности системы менеджмента ЗАО «ЗМК “Магнум”» за 2015 г. персонал делает преднамеренные (знает все нормы и правила, но делает «по своему») и непреднамеренные (по невнимательности) ошибки, которые ведут к производству НП на всех этапах производственного процесса.
Для более детального анализа и выяснения причин возникновения НП на предприятии выполнена стратификация несоответствующей продукции по номенклатуре изготовления. Для этого снова обратимся к протоколам НП за 2014 г. и 2015 г.
На предприятии изготовляют самые разные металлоконструкции, из которых можно выделить ответственные (являются несущими) и менее ответственные (площадки, настилы, ограждения).
Рассмотрим количество НП за 2014 г., 2015 г. и с помощью диаграммы Парето определим наиболее «проблемную» продукцию. Также с помощью диаграммы посмотрим процентное отношение по каждому году отдельно и сравним с помощью графика изменения в НП по производимой продукции. Процентное распределение НП в 2014 г. и 2015 г. по цеху металлоконструкций представлено на рис. 1–3.
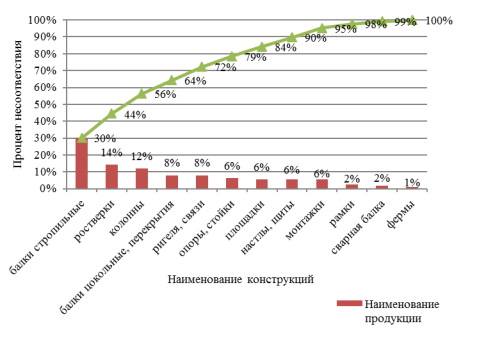
Рис. 1. Диаграмма Парето для НП в 2014 году
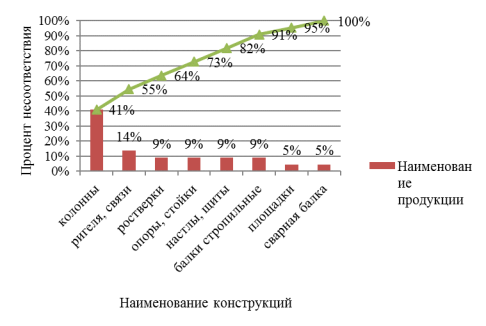
Рис. 2. Диаграмма Парето для НП в 2015 году
Проанализируем сводный рис. 3, на котором видно, сколько несоответствий по продукции было на предприятии за период 2014 г., 2015 г. Согласно полученным данным, количество НП снижается с каждым годом, по некоторым видам продукции количество несоответствий равно нулю. Данные показатели показывают, что работа над предотвращением появления НП производится ежегодно (например, разрабатывается технологическая документация, выполняется модернизация оборудования, проводятся беседы с персоналом об актуальности и важности его деятельности, и вкладе в достижение целей в области качества).
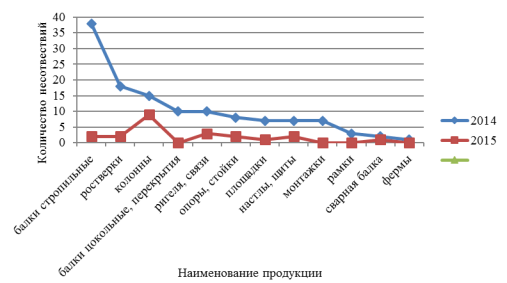
Рис. 3. График несоотвествий за 2014 г. и 2015 г.
Конструкции, на которые выпадает самый большой процент несоответствий – это ростверки, колонны, балки стропильные. При изготовлении данных конструкций проводится постоянный контроль не только всех геометрических размеров, но проверяется выполнение требований по отклонению от плоскостности, перпендикулярности, проверяется качество сварных швов. Это практически каркас всего здания, которое будет эксплуатироваться.
Чтобы выявить явные причины возникновения НП по номенклатуре проведём анализ по причинам несоответствий. Для выявления основных несоответствий, воспользуемся диаграммой Парето и общим графиком по причинам возникновения НП в цехе по производству металлоконструкций.
Наиболее показательным будет проведение анализа несоответствий по участкам цеха производства металлоконструкций. Для оценки возьмем 2015 год, как наиболее показательный по количеству выполненных заказов 4.
Диаграмма Парето по видам несоответствий в цехе металлоконструкций представлена на рис. 4 и в табл. 2. Видно, что причина возникновения почти половины всех зарегистрированных несоответствий, связана с ошибочными действиями персонала. Причём, в этот раздел попадают не только действия рабочих, которые привели к несоответствию при изготовлении продукции, но и ошибки конструкторов при разработке чертежей КМД (конструкции металлические деталировочные), ошибочные распоряжения мастеров, ошибки технологов при составлении программ для станков с числовым программным управлением.
Таблица 2
Причины возникновения НП вцехе металлоконструкций
|
№ п/п |
Причины несоответствий |
Общее кол-во протоколов НП по данной причине |
Доля каждой причины |
Накопленный процент НП |
|
1 |
Ошибка исполнителей (непреднамеренная): (невнимательность, перепутывание, незнание требований, ошибки мастеров, конструкторов) |
74 |
50,7 % |
50,7 % |
|
2 |
Невыполнение технологии изготовления (сознательное): (нанесение покрытия не той толщины, отсутствие подготовки поверхности, не соблюдение режимов сварки, выполнение сварных швов) |
33 |
22,6 % |
73,3 % |
|
3 |
Несоответствия, связанные с применением оборудования, инструментов, приспособлений |
14 |
9,6 % |
82,9 % |
|
4 |
Несоответствия, связанные с технологией изготовления (отсутствие установленных требований, невнесение изменений в документацию) |
12 |
8,2 % |
91,1 % |
|
5 |
Причина несоответствия не выявлена |
7 |
4,8 % |
95,9 % |
|
6 |
Несоответствия, связанные с качеством закупленного материала |
6 |
4,1 % |
100 % |
|
Сумма |
146 |
100 % |
||
Ещё 20 % несоответствий имеют причину, также связанную с действиями персоналом, но уже с сознательным невыполнением установленных требований, например, при выполнении сварных швов, при нанесении лакокрасочного покрытия, при зачистке.
По диаграмме Парето (см. рис. 4) видно, что 73 % составляют причины, связанные с действиями персонала и лишь только 9,6 % связано с работой оборудования.
Диаграммы Парето по видам несоответствий были разработаны и для других участков: заготовительном, сборо-сварочном, малярно-комплектовочном, по результатам анализа НП других цехов.
Анализируя процесс появления несоответствующей продукции, выявилось, что причина возникновения почти половины всех зарегистрированных несоответствий, связана с ошибочными действиями персонала.
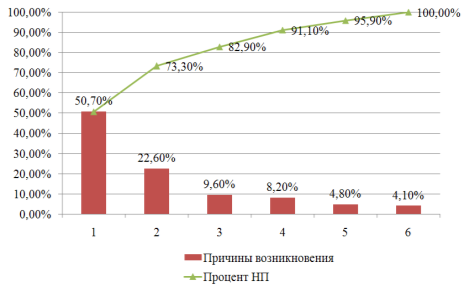
Рис. 4. Диаграмма Парето по причинам НП в цехе металлоконструкций
Учитывая вышесказанное, а также изменения нормативных документов и дополнения к ним, которые произошли в последнее время, структура разработанной документированной процедуре соответствует требованиям ГОСТ Р ИСО 10013–2013 5.
Областью применения документированной процедуры (ДП) устанавливается порядок управления несоответствующей продукцией, выявленной:
- при проведении входного контроля закупленных материалов;
- при проведении выборочного контроля металлоконструкций, полученных от субподрядчиков;
- при выполнении операционного контроля в цехах.
Несоответствующая продукция, выявленная на любом этапе выполнения контроля, должна быть идентифицирована. Идентифицировать НП и удалять идентификацию имеет право только контролёр ОТК или начальник ОТК.
Идентификация НП может быть выполнена: с помощью бирки; сигнальной лентой; переносной табличкой; надписью «брак» на самой несоответствующей продукции.
Несоответствующая продукция, имеющая идентификацию, не может быть отгружена Заказчику или передана на следующий технологический передел.
Для этого в ДП разработаны алгоритмы выполнения деятельности соответствующих специалистов предприятия при выявлении несоответствующей продукции на разных этапах выполнения контроля: при входном контроле, при входном контроле металлоконструкций, полученных от субподрядчика, в процессе производства, в результате хранения готовых металлоконструкций на склад готовой продукции.
ДП содержит 8 приложений, которые содержат различные формы записей:
форма 01 – Разрешение на отступление;
форма 02 – Отчёт по несоответствиям, выявленным в процессе производства продукции;
форма 03 – Отчёт о выявленных несоответствиях при изготовлении ограждающих и металлических конструкций;
форма 04 – Протокол управления НП, выявленной при входном контроле;
форма 05 – Журнал регистрации несоответствий;
форма 06 – Протокол управления НП, выявленной в процессе производства;
форма 07 – Разрешение на отклонение;
форма 08 – Акт проверки металлоконструкций по заказу.
Так как ДП «Управление несоответствующей продукций», описывает процесс управления несоответствующей продукцией, затрагивающей деятельность нескольких подразделений предприятия, таких как: цех металлоконструкций, цех ограждающих конструкций, складское хозяйство, отдел технического контроля, отдел главного технолога, проектно-конструкторский отдел, то разработка «Плана мероприятий по внедрению» обязательна.
Целями разработки «Плана мероприятий по внедрению»:
- разъяснение важности и необходимости выполнения требований ДП;
- ознакомление с порядком выполнения деятельности, распределением ответственности и сроками выполнения;
- обеспечение формами необходимых документов в электронном и бумажном виде;
- закупка необходимых материалов для выполнения процесса;
- изготовление бирок, табличек и т. п.;
- обучение заполнению форм ведения записей, установленных в ДП.
Проверка внедрения ДП проводится при выполнении внутренних аудитов. Если «Программа проведения внутренних аудитов на год» уже составлена и утверждена, то проверка внедрения ДП может быть выполнена в качестве внепланового аудита, по запросу ответственного за процесс или по указанию представителя Руководства по качеству 6.
Таким образом, разработанная ДП позволит предотвратить непреднамеренное использование или поставку несоответствующей продукции Заказчику. Вовлечёт персонал предприятия в работу системы менеджмента, повысит их профессионализм, ответственность и минимизирует потери 7.
Литература:
1. Завод модульных конструкций «Магнум» [Электронный ресурс]: официальный сайт. Режим доступа: http://magnum.ural.ru.
2. Бюро Веритас в России (Bureau Veritas Certification) [Электронный ресурс]: официальный сайт. Режим доступа: http://www.bureau-veritas.ru.
3. ГОСТ Р ИСО 9001:2015. Системы менеджмента качества. Требования [Электронный ресурс]. Введ. 2015-11-01. Режим доступа: http://base.consultant.ru.
4. Ежеквартальные отчёты по несоответствующей продукции и выполнению корректирующих действий. Березовский, 2015. 80 с.
5. ГОСТ Р ИСО 10013–2007. Менеджмент организации. Руководство по документированию системы менеджмента качества. Москва: Стандартинформ, 2015. 16 с.
6. Документированная процедура «Порядок проведения внутренних аудитов». Березовский, 2015. 23 с.
7. Кожевникова А. В. Повышение квалификации работников как часть стратегии организаций / А. В. Кожевникова, М. А. Черепанов // Актуальные проблемы образования и воспитания в современной России: межвузовский сборник студенческих и аспирантских работ. Екатеринбург: Рос. гос. проф.-пед. ун-т, 2009. С. 76–81.
