




В статье рассмотрен метод магнитного контроля, позволяющий обеспечить высокий уровень контроля остаточного ресурса металлоконструкций кранов и тросов, обеспечивающий возможность продления срока эксплуатации подъемных сооружений.
Ключевые слова: магнитный метод, промышленная безопасность, подъёмное сооружение, неразрушающий контроль, остаточный ресурс.
В настоящее время значительная часть подъемных сооружений в Российской Федерации выработала свой срок службы. Подъемные сооружения и грузоподъемные краны, применяемые сегодня строительными организациями, изношены на 82 %, требуют модернизации.
По результатам анализа, проведенного Федеральной службой по экологическому, технологическому и атомному надзору РФ, аварии на подъемных сооружениях превышают 20 % всех аварий на опасных производственных объектах России. Среди основных причин — отсутствие необходимого производственного контроля за соблюдением требований промышленной безопасности со стороны эксплуатирующих организаций. Другой основной причиной является отсутствие соответствующего контроля со стороны инженерно-технических работников и ответственных лиц, отвечающих за соблюдение требований промышленной безопасности, а также норм и правил при эксплуатации подъемных сооружений [1].
Периодические экспертные обследования подъемных сооружений, проводимые с целью определения возможности и условий дальнейшей эксплуатации, позволяют обеспечить необходимую безопасность после истечения нормативного срока службы.
Многими экспертными организациями для прогнозирования работоспособности подъемных сооружений используются методики оценки остаточного ресурса, которые базируются на применении метода неразрушающего магнитного контроля.
Применение этого метода целесообразно для контроля напряженно-деформированного состояния металла, уровня пластической деформации и усталостных повреждений наиболее нагруженных узлов металлоконструкций, работающих в условиях длительного циклического нагружения [2].
Основным контролируемым параметром является коэрцитивная сила, величина остаточной намагниченности (при значении величины магнитной индукции, равной нулю).
В общем виде остаточный ресурс металлоконструкции определяется по формуле [3]:
где:
Скорость роста коэрцитивной силы определяется из выражения [3]:
![]()
где: ![]() — исходное значение коэрцитивной силы (для поставки металла).
— исходное значение коэрцитивной силы (для поставки металла).
Приборы, реализующие метод магнитного контроля, выпускаются различными мировыми производителями, в числе которых Rosen, Silverwing, NDT Technologies, ИНТРОН ПЛЮС и пр.
При обследовании подъемных сооружений особое внимание уделяется канатно-блочным системам. Для этого применятся визуально-измерительный и магнитный методы контроля. На рис. 1 представлена конструкция стального каната.
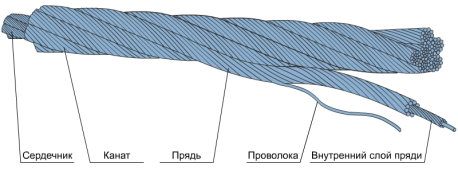
Рис. 1. Стальной канат двойной свивки
Выявление дефектов канатов, скрытых под толстым слоем застаревшей смазки, является очень трудоемким процессом. Визуально-измерительный метод при таких условиях не обеспечивает эффективности и достоверности контроля, в то время как применение магнитного метода позволяет эффективно выполнить поставленную задачу.
Результатом проведения обследования участков грузового каната крана являются дефектограммы потери площади сечения (ПС) и локальных дефектов (ЛД). Полученные сигналы анализируются и классифицируются. На рис. 2 в качестве примера показана исходная (верхний график) и сглаженная (нижний график, искусственно смещенный вниз) дефектограммы потери сечения каната, полученные с помощью дефектоскопа Интрос. На исходной дефектограмме присутствует характерная регулярная помеха от свивки прядей каната [4].
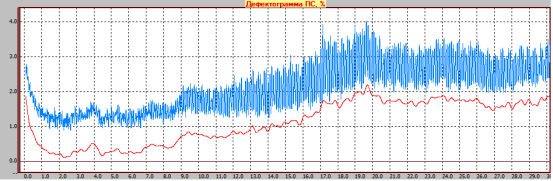
Рис. 2 Дефектограмма каната
Долговечность каната следует понимать как его свойство сохранять работоспособность до наступления предельного состояния при установленной системе технического обслуживания и ремонта.
Существенное влияние на долговечность каната оказывают эксплуатационные и технологические факторы. К эксплуатационным факторам можно отнести следующие:
‒ наличие абразивной пыли при эксплуатации, приводящей к повышенному изнашиванию проволок;
‒ наличие паров кислот и щелочей в химических цехах и действие морской воды, увеличивающих коррозию проволок;
‒ высокую температуру (металлургические краны), ухудшающую условия смазывания и способствующую повышенному изнашиванию проволок;
‒ раскачивание груза при работе крана, вызывающее дополнительное трение каната о реборды блока и трение каната о канат.
С увеличением напряжения интенсивно возрастает число оборванных проволок по длине шага свивки, следовательно, уменьшается долговечность каната.
Материал желоба блока также оказывает существенное влияние на долговечность стальных канатов. Исследования показали, что долговечность канатов на блоках из серого чугуна в среднем на 15–30 % выше, чем на блоках из стали. Долговечность стальных канатов на блоках, футерованных полимерными материалами, увеличилась в 2–2,5 раза по сравнению со стальными блоками.
К технологическим факторам относятся следующие [5]:
‒ качество проволоки, применяемые смазочные материалы;
‒ характер свивки и др.
Определение износа и коррозии производится с помощью микрометра или иного инструмента, обеспечивающего достаточную точность (с погрешностью не более 0,1 мм) [6]. Измеряют диметр каната, находят шаг свивки; на всей длине шага свивки определяют число оборванных проволок и первоначальный коэффициент запаса прочности. Браковка каната производится согласно данным, приведенным в первой графе табл. 1, причем число обрывов как норма браковки принимается за условное. При подсчете обрыв тонкой проволоки принимается за 1, а обрыв толстой проволоки — за 1,7.
Таблица 1
Число обрывов проволок на длине одного шага свивки каната, при котором канат должен быть забракован
|
Первоначальный коэффициент запаса прочности при установленном Правилами отношении |
Конструкция каната |
|||||||
|
6 х 19 = 114 |
6 х 37 = 222 |
6 х 61 = 336 |
18 х 19 = 342 |
|||||
|
и один органический сердечник |
и один органический сердечник |
и один органический сердечник |
и один органический сердечник |
|||||
|
Свивка каната |
||||||||
|
Крестовая |
Односторонняя |
Крестовая |
Односторонняя |
Крестовая |
Односторонняя |
Крестовая |
Односторонняя |
|
|
До 6 |
12 |
6 |
22 |
11 |
36 |
18 |
36 |
18 |
Если кроме обрывов проволок канат имеет поверхностный износ или коррозию, а также забоины и замятины, то число обрывов проволок, при котором канат бракуют, снижается в соответствии с признаками (данными), приведенными в табл. 2 [6].
Таблица 2
Нормы браковки каната взависимости от поверхностного износа или коррозии
|
Уменьшение диаметра проволок врезультате поверхностного износа или коррозии,% |
Процент от норм числа обрывов проволок на длине одного шага свивки каната, указанных втабл. 1 |
|
10 |
85 |
|
15 |
75 |
|
20 |
70 |
|
25 |
60 |
|
30 и более |
50 |
Основанием для браковки канатов необходимо считать также наличие следующих дефектов:
‒ выход сердечника в каком-либо месте каната;
‒ западание внутрь одной или нескольких прядей каната в месте предполагаемого выхода (обрыва) сердечника;
‒ уменьшение на 10 % наружного диаметра каната (образование «шейки») в месте выхода (обрыва) сердечника;
‒ образование «фонарей», петель (удлинение одной или нескольких проволок, прядей).
Теоретический расчет напряженного состояния несущих элементов подъемных сооружений представляет сложную задачу. Поэтому практические возможности неразрушающего магнитного контроля для объективной оценки состояния металлоконструкций делают его перспективным.
Рассмотренный магнитный метод контроля не требует ни разрушения готовых изделий, ни вырезки образцов. Его использование позволяет избежать значительных материальных и временных затрат, частично автоматизировать операции контроля, повысив при этом надёжность. Кроме того, данный метод контроля обладает достаточно большой информативностью и обеспечивает высокую производительность, но для его эффективного применения требуется проектирование оптимальной, отвечающей конкретной задаче измерительной системы, использование специальных методов обработки сигналов и корректного преставления инспекционных данных.
Литература:
- Шапкин Б. И. Состояние промышленной безопасности при эксплуатации подъемных сооружений // Промышленная и экологическая безопасность. — 2008. — № 4(18). — С. 52–53.
- Кузьминов А. Л., Голубев А. В., Зеленков Н. Н., Глазунов А. Е. Применение магнитных методов контроля при проведении экспертизы подъемных сооружений // European science. — 2015. — № 8(9). — С. 22–25.
- Grigorov O. V. et al. Forecasting the remaining available resource of the metallic bearing structure of the bridge-cranes used over the standard operating time // Ann. Univ. Petrosani Mech. Eng. — 2008. — № 10. — С. 59–72.
- Слесарев Д. А., Абакумов А. А. Обработка и представление информации в MFL-методе неразрушающего контроля // Академический научно-издательский производственно-полиграфический и книгораспространительский центр Российской Академии Наук «Издательство «Наука» — 2013. — № 9. — С. 3–9.
- Стальные канаты. Проволоки и пряди нераскручивающихся канатов. // URL: http://www.bibliotekar.ru/7-gruzopodyyomnye-mashiny/26.htm (дата обращения: 04.03.2016).
- Браковка стального каната : Стальные канаты и тросы. // URL: http://www.ritmnn.ru/catalogue/156/176 (дата обращения: 04.03.2016).
