





Статья посвящена вопросам обоснования методов очистки наружной поверхности действующих нефтяных резервуаров типа РВС от слоев краски, рассмотрены основные особенности абразивной очистки нефтяных резервуаров типа РВС при проведении ремонтных работ. Авторы считают, чтоприменение гидроабразивоструйной очистки позволит исключить все работы, связанные с очисткой и выводом резервуара из технологического процесса, и обеспечит безопасное выполнение работ.
Ключевые слова: пожаровзрывобезопасность, резервуар, гидроабразивная обработка, защита от коррозии, струйная очистка.
Ежегодно объем и количество аварийных и ремонтных работ на нефтяных резервуарах увеличивается из-за старения резервуарного парка Казахстана, особенно из-за разрушения стенок и несущих конструкций резервуаров вследствие коррозии. Чтобы поддержать резервуарный парк в работоспособном состоянии требуется большой объем работ по проведению антикоррозионной защиты резервуаров. Исследования показывают, что скорость коррозии металла нефтяных резервуаров может составлять 1–2 мм/год [1]. Один из основных способов защиты вертикальных стальных резервуаров от атмосферной коррозии является качественная окраска защитными покрытиями, что ведет к снижению количества аварий и объема ремонтных работ.
Перечень мер по очистке резервуаров определяется индивидуально для каждого хранящегося вещества [2]. Обязательным требованием является выполнение очистки резервуаров от нефтепродуктов в случае проведения огневых работ, при устранении механических отложений, градуировке (измерении и калибровке), полной дефектоскопии, определении коррозионного износа. Обычно, при подготовке резервуара к покраске и ультразвуковой диагностике очистка поверхности производится с применением метода абразивной очистки. Такого вида работы с применением метода абразивной очистки относится к огневым работам.
В период проведения зачистных работ нефтяного резервуара типа РВС и вывода его из эксплуатации, требуется по регламенту проведение большого объема опасных работ. Это необходимо, чтобы обеспечить пожаровзрывобезопасность абразивной обработки поверхности нефтяных вертикальных стальных резервуаров. Технологический процесс очистки резервуара от нефтяных остатков являются пожаровзрывоопасными и напрямую связаны с травматизмом и даже гибелью рабочих. По статистике вероятность влияния опасных факторов пожара, связанных с проведением зачистных работ на нефтяных резервуарах в 200 раз превышает нормативный показатель [3].
Снижение объема опасных работ можно достигнуть, применив гидроабразивоструйную очистку наружной поверхности нефтяного резервуара, что технологически создаст условия для обеспечения пожаровзрывобезопасной ситуации при проведении зачистных работ. Значительное снижение затрат на проведение операций по очистке и выводу резервуара из технологического процесса можно достичь, применив гидроабразивоструйную очистку наружных поверхностей действующих нефтяных резервуаров типа РВС. Это позволит исключить из процесса подготовки резервуара к покраске и ультразвуковой дефектоскопии пожаровзрывоопасные операции.
Технологический процесс струйной гидроабразивной обработки наружных поверхностей стенок нефтяного резервуара заключается в использовании направленной струи суспензии, в состав которой входит вода и частицы абразивных материалов. Под воздействием потока сжатого воздуха, струя суспензии истекает из сопла под большим давлением, что создает скоростной напор потока. В результате гидрообразивной обработки, образуется очищенная матовая поверхность, без направленных рисок, характерных для лезвийной обработки материалом. Так как действие режущих кромок абразивных частиц на обрабатываемую поверхность имеет непродолжительный и ударный характер.
Учитывая высокую скорость струи суспензии, данный метод по удалению металла производится за счет кинетической энергии абразивной частицы и имеет общее сходство с пескоструйной обработкой.
Химически активные вещества, добавленные в смесь в виде суспензии, облегчают воздействие абразивных частиц на обрабатываемую поверхность резервуара, при этом процесс ускоряется, и количество удаляемого металла увеличивается.
Компактность струи смеси определяет площадь сечения струи при встрече с обрабатываемой поверхностью и при прочих равных условиях является главным фактором, обеспечивающим наибольшее удельное давление струи суспензии на заготовку.
![]() Главным фактором, обеспечивающим наибольшее удельное давление струи суспензии на стенку резервуара, является площадь сечения струи при встрече с обрабатываемой поверхностью, определяемое компактностью струи суспензии. Движение струи под определенным давлением сопровождается бомбардировкой обрабатываемой поверхности абразивными частицами. Количество ударов абразивных частиц колеблется в зависимости от условий обработки от 2·106 до 25·106 в секунду [4].
Главным фактором, обеспечивающим наибольшее удельное давление струи суспензии на стенку резервуара, является площадь сечения струи при встрече с обрабатываемой поверхностью, определяемое компактностью струи суспензии. Движение струи под определенным давлением сопровождается бомбардировкой обрабатываемой поверхности абразивными частицами. Количество ударов абразивных частиц колеблется в зависимости от условий обработки от 2·106 до 25·106 в секунду [4].
Применяя струйную гидроабразивную обработку, необходимо учесть ударные воздействия высокоскоростной гидроабразивной струи на обрабатываемую поверхность стенки резервуара. Рассматривая физический процесс взаимодействия абразивных частиц, находящихся в струе, с поверхностью, можно определить выходные параметры процесса, такие как производительность и качество обработки. Согласно существующей теории абразивного воздействия струйной гидроабразивной обработки, его можно рассматривать как процесс эрозии потоком абразивных частиц обрабатываемой поверхности. Моделируя физическое явление, при котором происходит изнашивание материала (сталь) стенки резервуара потоком абразивных частиц, необходимо рассматривать это с точки зрения износа, вызываемого ударом одиночной частицы.
Процесс эрозии пластичных материалов было рассмотрено Финни. Он использовал в качестве модели механизм микромеханической обработки [4]. Финни показал, что объем металла, удаляемого массой абразивных частиц, несущую поток воздуха, расширяющийся в сопле данной формы, равен
где m, v0- масса абразивной частицы и ее скорость при ударе о поверхность м/с; к — отношение вертикальной составляющей силы воздействия частицы на обрабатываемую поверхность к горизонтальной составляющей; d — глубина среза, мм; σ1— предел пластичности обрабатываемого материала МПа; f(а) — функция, характеризующая влияние угла падения частицы на величину съема металла.
Если рассмотреть процесс удара о поверхность угловатой частицы, то наблюдается процесс микрорезания материала. Явление микрорезания производится только вершинами абразивных частиц (зерен) и из-за скоротечности и направленности ударного воздействия оно носит очень особенный характер. Результаты такого воздействия зависят от так называемого угла скоса частицы и угла ее падения. При ударах угловатые частицы либо вытесняют больше материала в вал кратера, где он становится уязвимым для дальнейшей эрозии, либо отделяют материал от поверхности (в зависимости от угла скоса частицы при контакте). Удаление материала наблюдается в пределах углов скоса от 0 до 17°. Такие условия удара редки и возможны лишь в одном из шести случаев [4].
Рассматривая эрозию материала струей абразивных частиц необходимо учитывать: соударения частиц между собой внутри набегающего потока; дробление отдельных частиц; экранирование обрабатываемой поверхности отскакивающими от нее частицами; широкий диапазон углов падения частиц в определенный момент времени; влияние обрабатываемой поверхности на траекторию движения абразивных частиц; подповерхностное повреждение материала вследствие многократных ударов абразивными частицами; адсорбционный эффект понижения прочности обрабатываемого материала на границе раздела обрабатываемой поверхности и потока и т. д.
Особенности процессов деформации и разрушения материала стенок резервуара, протекающих при многократных ударах частиц по обрабатываемой поверхности, все еще до конца не изучены. Рассматривая различные научные исследования теории эрозии пластичных материалов, было сделано предположение, что путем непосредственного срезания материала при ударе о него абразивной частицы перемещается лишь небольшое количество материала. Обширная пластическая деформация вызывается воздействиями пропахивающего типа (образование вала), при этом смещенный материал создаст топографию поверхности, с которой металл может быть удален последующими ударами частиц.
Исследования показали, что при очистке наружной стенки нефтяного резервуара наблюдается резкое количественное и качественное различие между процессами эрозии в присутствии жидкости и без нее. При удалении краски со стенок резервуара абразивной струей происходят следующие процессы: разрушение обрабатываемой поверхности; срезание микростружки с поверхности; гидроудар; образование клиновидных трещин в поверхностном слое; контактная усталость; выплавление материала вследствие высокой локальной температуры и т. д. Относительная роль каждого из этих явлений определяется физико-механическими свойствами материала обрабатываемой детали и абразивных частиц, скоростью и углом атаки абразивной струи.

![]()
![]()
![]()
![]()
![]()
![]()
Рис. 1. Преимущества очистки и подготовки конструкций с помощью гидроабразивной очистки
При выполнении работ гидроабразивной очисткой могут использоваться как высокоабразивные так и твердые материалы: кварцевый песок, купрошлак, электрокорунд, глинозем; так и менее твердыми неабразивными материалами: карбонат натрия, карбонат кальция, мягкие минеральные шлаки твердостью по шкале Мосса 2–3 [5,6].
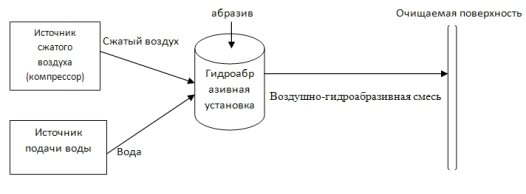
Рис. 2. Гидропневмоабразиная очистка с использованием источника сжатого воздуха
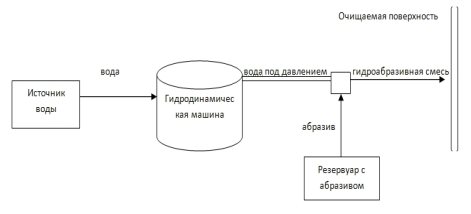
Рис. 3. Гидроабразивная очистка инжекционным способом

Рис. 4. Зависимость интенсивности струйной очистки от температуры воды
Для того чтобы эффективно очистить швы нефтяных резервуаров от смазки и загрязнений при подготовке резервуара к гидроабразивоструйной очистке, наиболее эффективным является применение струйной очистки горячей водой с добавлением ТМС (см. рис.4). Нагрев воды с 8 °С до 35° С и добавление ТМС повышает эффективность очистки в 9,5 раз [6,7].
По существующим нормативным документам четко не регламентировано применение ультразвуковой диагностики на неочищенном нефтяном резервуаре [2]. В действительности для использования этого метода необходима очистка поверхности от красок и отложений.
Выбор и обоснование перспективных методов очистки наружной поверхности действующих нефтяных резервуаров типа РВС от слоев краски, защищающей их от коррозии является актуальным. Применение гидроабразивоструйной очистки позволит исключить все работы, связанные с очисткой и выводом резервуара из технологического процесса, и обеспечить безопасное выполнение работ.
Литература:
- Антипьев В. Н. Хранение нефти и газа / В. Н. Антипьев, Г. В. Бахмет, Г. Г. Васильев. — М.: «Нефть и газ», 2003. — 320 с.
- Правила технической эксплуатации резервуаров. М.: ОАО «НК «Роснефть», 2004.
- Волков О. М. Пожарная безопасность резервуаров с нефтепродуктами / О. М. Волков. М.: «Недра»,1984. — 151 с.
- Икрамов У. А. Расчетные методы оценки абразивного износа / У. А. Икрамов. — М.: Машиностроение.1987. — 283 с.
- Рожков А. В. Обеспечение пожаровзрывобезопасности гидроабразивоструйной очистки нефтяных резервуаров: Дис. … канд. тех. наук: 05.26.03. / Рожков Алексей Владимирович. — М., 2005. — 123 с.
- Маркеев В. А. Исследование эффективности струйной очистки поверхностей нефтяных резервуаров от загрязнений // Вестник Академии ГПС МЧС России / В. А. Маркеев, В. П. Назаров, А. В. Рожков. — 2005. — № 4. — С.32 -34
- Васильцов A. C. Современные методы зачистки резервуаров для нефти и нефтепродуктов: учеб. пособие / А.С, Васильцов, С. И. Иванова, В. Н. Подвезенный. — Красноярск: ИПК СФУ, 2009. — 203 с.
