




Предложен метод определения оптимальных технологических параметров холодной правки стального листа на семироликовой листоправильной машине. Расчеты позволяют определить вид и кривизну нейтральной линии стального листа при правке, а также остаточную кривизну листа после правки в зависимости от радиуса рабочих роликов, шага между роликами правильной машины, величины обжатия листа верхними и нижними роликами, толщины листа, а также модуля Юнга, предела текучести и модуля упрочнения металла листа. Результаты исследований могут быть использованы на металлургических заводах по производству стального листа.
Ключевые слова: стальной лист, кривизна поверхности листа, многороликовые листоправильные машины.
Семироликовая машина для холодной правки стальных листов. Обязательным технологическим процессом производства стального листа является его правка на многороликовых листоправильных машинах [162]. Для получения хорошей плоскостности стального листа и снятия остаточных напряжений в стенке листа современные металлургические комплексы по производству листа оборудованы несколькими листоправильными машинами, способными править листы с пределом текучести металла до 1200 Н/мм2 за один проход. На рис. 1 и 2 показана семироликовая листоправильная машина для правки стального листа.
При расчетах мощности электродвигателей приводов листоправильных машин в их основу часто закладываются очень грубые предположения о величине изгибающих моментов в точках касания листа с роликами. Постулируется, что эти моменты равны нулю на крайних роликах, а моменты на внутренних роликах одинаковы и равны полусумме моментов при чисто упругом и чисто пластическом изгибе листа [14]. В действительности эти предположения неверны, так как изгибающие моменты на внутренних роликах непостоянны и существенно меняются от ролика к ролику. Окончательные энергосиловые оценки работ отличаются друг от друга в 2−3 раза и, главным образом, предназначены для конструкторов правильных машин.

Рис. 1. Семироликовая листоправильная машина
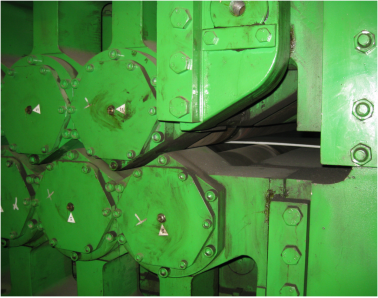
Рис. 2. Стальной лист между рабочими роликами семироликовой листоправильной машины
Мощность электродвигателей приводов листоправильных машин, поставляемых на металлургические заводы, задана сверху производителем в технической документации. Поэтому основная задача технологов при правке листа заключается в расчете оптимальных режимов обжатия выправляемого металла рабочими роликами листоправильных машин таким образом, чтобы на выходе из машины лист имел минимальные остаточные напряжения и кривизну (зарубежные производители, как правило, не сообщаю эти режимы российскому покупателю их оборудования, который вынужден подбирать оптимальные режимы методом проб и ошибок).
Решению этой основной задачи и посвящена данная работа на примере семироликовой машины для холодной правки листов.
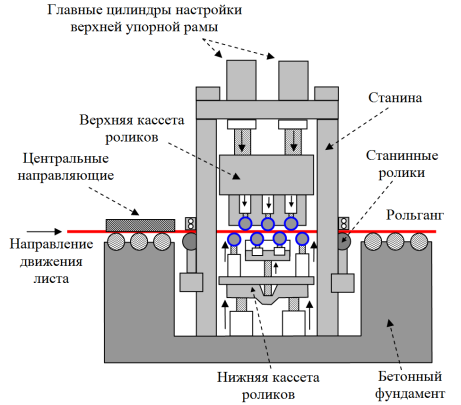
Рис. 3. Кинематическая схема семироликовой листоправильной машины
Кинематическая схема полностью гидравлической семироликовой правильной машины показана на (рис. 3). Машина предназначена для холодной правки листа шириной 15004850 мм, толщиной 750 мм, длинной до 40 м, с пределом текучести металла до 1000 МПа при температуре листа до 150. Максимальное усилие правки 4000 т. позволяет править высокопрочные стальные листы. Система управления и настройки машины обеспечивают возможность правки листа в реверсивном режиме.
Перед правильной машиной расположены параллельные центральные направляющие, предназначенные для центровки листа перед его подачей в правильную машину. Для заполнения пространства между рольгангом и правильными роликами на входе и выходе из правильной машины расположены по одному приводному станинному ролику. Для удобства заправки тонких листов используется прижимной ролик с гидравлическим приводом, установленный на входной стороне правильной машины.
Клеть правильной машины закреплена на бетонном фундаменте и состоит из двух станин, нижней поперечной балки и верхних распорных балок. Рамы верхних и нижних роликов предназначены для размещения правильных роликов с подшипниками и опорных роликов с пятками и пружинами. Над верхней упорной рамой установлены четыре главных цилиндра настройки, которые могут ее поднимать, опускать, наклонять и поворачивать. В силу этого правильная машина может править конусный лист. Кассета нижних роликов установлена на нижней поперечной балке.
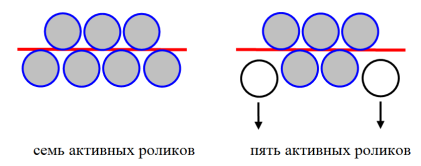
Рис. 4. Варианты расположения активных роликов семироликовой листоправильной машины
Правка стального листа осуществляется семью приводными рабочими правильными роликами тремя верхними правильными роликами и четырьмя нижними правильными роликами. Нижние входные и выходные правильные ролики снабжены отдельными системами настройки их вертикального положения с помощью клиновых пар и гидроцилиндров с позиционным управлением. Раздельное регулирование правильных роликов позволяет вывести отдельные верхние и нижние ролики из процесса правки путем их вертикального перемещения с помощью системы регулирования клиньев. Подобным образом можно уменьшить количество активных правильных роликов, например, с 7 до 5, что позволяет использовать увеличить диапазон правки приблизительно на 50 % (рис. 4).
Правка листа на семироликовой листоправильной машине. Пусть t − шаг между нижними правильными роликами; Hi − величина обжатия срединной поверхности стального листа на i-ом правильном ролике (для нижних роликов положительным направлением обжатия считается направление вверх, для верхних роликов вниз), h − толщина стального листа,R − радиус рабочих роликов, R0 = R + h/2; σт, E, Пр и Пс − предел текучести стали, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с рабочими роликами, φi − углы точек касания листа и роликов (i = 1 … 7) (рис. 5).
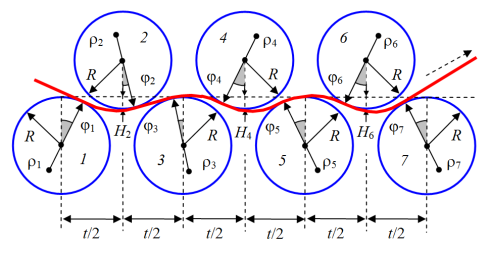
Рис. 5. Правка стального листа между семью рабочими роликами листоправильной машины
Не ограничивая общности, далее мы будем считать, что нижние правильные (нечетные) ролики лежат на одном горизонтальном уровне (H1 = H3 = H5 = H7 = 0 м).
Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен [8, 9]

Изгибающий момент в поперечном сечении листа равен [8, 9]

Введем семь локальных прямоугольных декартовых систем координат y−z в точках касания листа с рабочими роликами листоправильной машины. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпендикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z2 − b z3. Отметим, что первые два коэффициента этих полиномов равны нулю, так как лист касается роликов в начале систем координат. Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат. Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с рабочими роликами.
Первый и второй ролики
![]()
![]()
![]()

Второй и третий ролики
![]()
![]()
![]()

Третий и четвертый ролики
![]()
![]()
![]()

Четвертый и пятый ролики
![]()
![]()
![]()

Пятый и шестой ролики
![]()
![]()
![]()

Шестой и седьмой ролики
![]()
![]()
![]()

Граничные условия задачи имеют вид
![]()
Результаты расчетов. Решая систему уравнений при t = 0,4 м, R = 0,185 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = 0 м, H2 = 0,012 м, H4 = 0,006 м, H6 = 0,001 м и ρ1 = 1 м, получаем ρ2 = 0,657 м, ρ3 = −0,781 м, ρ4 = 1,152 м, ρ5 = −2,488 м, ρ6 = 40,581 м, ρ7 = 173 м, φ1 = 2,65°, φ2 = 0,26°, φ3 = 1,60°, φ4 = 0,78°, φ5 = 1,83°, φ6 = 0,38°, φ7 = 0,24°, 1 = 1, 2 = 1,522, 3 = 1,280, 4 = 0,868, 5 = 0,402, 6 = 0,025, 7 = 0,006 (рис. 6, 7). На рис. 7 точки локальных экстремумов кривизны соответствуют точкам касания листа с семью рабочими роликами листоправильной машины.
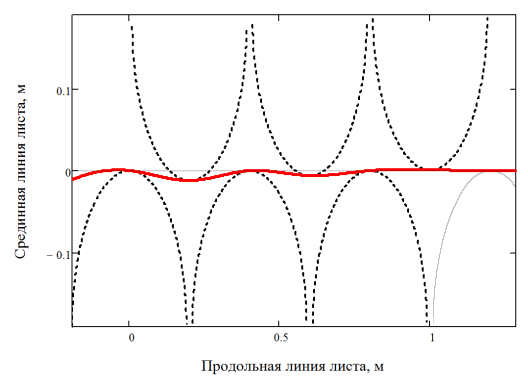
Рис. 6. Срединная линия листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на первых роликах)
При правильном подборе обжатий листа роликами и не очень большой начальной кривизне стальные листы при правке быстро «забывают» о своей первоначальной кривизне и после 4-го ролика кривизна всех листов становится практически одинаковой. Для этого величина обжатия листа первыми четырьмя роликами должна достигнуть оптимального значения, а доля пластической деформации по толщине листа должна составлять от 67 до 80 . После 4-го ролика обжатия стального листа подбираются так, чтобы свести кривизну листа на 7-ом ролике практически к нулю.
Особого внимания требует правка толстых высокопрочных стальных листов, для которых отношение предела текучести к пределу прочности превышает 8590 . В этом случае металл листа становится более «хрупким», при правке листа сложнее попасть в зону оптимальных значений пластических деформаций и легко приблизиться к пределу прочности металла на поверхности стального листа, что в свою очередь может вызвать появление нежелательных дефектов металла.
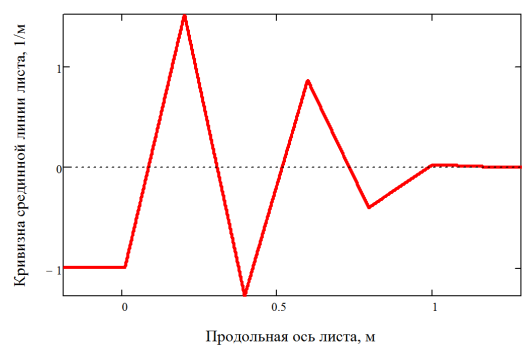
Рис. 7. Кривизна срединной линии листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на первых роликах)
Возможны разные сочетания величин обжатия на рабочих роликах. Например, можно задавать максимальное обжатие не на втором ролике, а на четвертом ролике, постепенно увеличивая кривизну листа от первого ролика к четвертому ролику (рис. 8). Это позволяет легче «заправить» лист в правильную машину, избежать резких изменений кривизны листа и эффективнее использовать правку листа в реверсивном режиме.
Решая систему уравнений при t = 0,4 м, R = 0,185 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = 0 м, H2 = 0,006 м, H4 = 0,012 м, H6 = 0,001 м и ρ1 = 10 м, получаем ρ2 = 1,364 м, ρ3 = −0,810 м, ρ4 = 0,680 м, ρ5 = −1,260 м, ρ6 = 8,549 м, ρ7 = 735 м, φ1 = 3,40°, φ2 = 1,23°, φ3 = 1,69°, φ4 = 0,37°, φ5 = 3,28°, φ6 = 0,74°, φ7 = 0,06°, 1 = 0,1, 2 = 0,733, 3 = 1,234, 4 = 1,470, 5 = 0,794, 6 = 0,117, 7 = 0,001 (рис. 9).
Заключение. Предложен метод расчета параметров холодной правки стального листа из горячекатаного рулона на семироликовой листоправильной машине. Результаты исследований могут быть использованы на металлургических заводах при производстве стального листа, а также при производстве труб большого и среднего диаметров из стального листа [562].
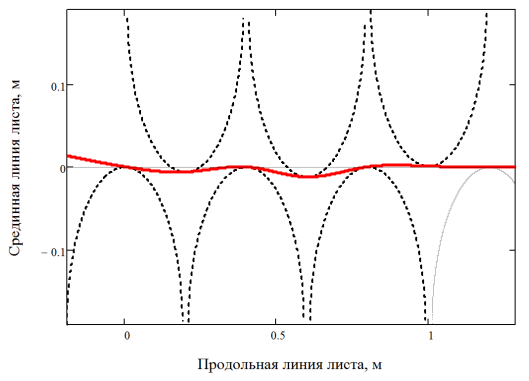
Рис. 8. Срединная линия листа при правке на семитироликовой листоправильной машине (максимальное обжатие листа на центральных роликах)
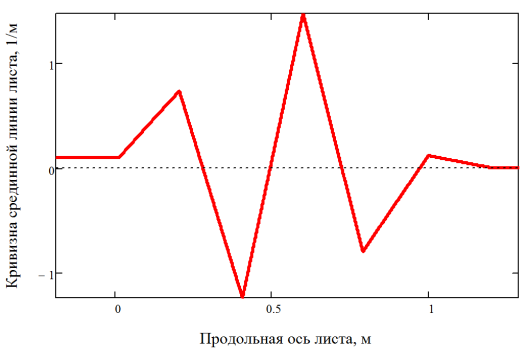
Рис. 9. Кривизна срединной линии листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на центральных роликах)
Литература:
- Мошнин Е. Н. Гибка и правка на ротационных машинах. Технология и оборудование. М.: Машиностроение, 1967. 272 с.
- Королев А. А. Механическое оборудование прокатных и трубных цехов. М.: Металлургия, 1987. 480 с.
- Целиков А. И., Полухин П. И., Гребеник В. М. и др. Машины и агрегаты металлургических заводов. Т. 3. Машины и агрегаты для производства и отделки проката. М.: Металлургия, 1988. 680 с.
- Шевакин Ю. Ф., Чернышев В. Н., Шаталов Р. Л. и др. Обработка металлов давлением.М.: Интермет Инжиниринг, 2005. 496 с.
- Шинкин В. Н. Теоретическая механика для металлургов. М: Изд. Дом МИСиС, 2012. 679 с.
- Буланов Э. А., Шинкин В. Н. Механика. Вводный курс. М.: БИНОМ. Лаборатория знаний, 2013. 172 с.
- Шинкин В. Н. Сопротивление материалов для металлургов. М: Изд. Дом МИСиС, 2013. 655 с.
- Шинкин В. Н. Механика сплошных сред для металлургов. М: Изд. Дом МИСиС, 2014. 628 с.
- Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 8 (88). С. 344349.
- Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы FagorArrasate // Молодой ученый. 2015. № 9 (89). С. 359365.
- Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 10 (90). С. 361366.
- Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMSSiemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
- Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 12 (92). С. 356–361.
- Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
- Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
- Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95). С. 222227.
- Шинкин В. Н. Критерий разрушения труб при дефекте раскатной пригар // Молодой ученый. 2015. № 16 (96). С. 261265.
- Шинкин В. Н. Дефект перегиба стальной заготовки на трубоформовочном прессе // Молодой ученый. 2015. № 17 (97). С. 318323.
- Шинкин В. Н. Подгибка кромок стального листа по эвольвенте // Молодой ученый. 2015. № 18 (98). С. 231237.
- Шинкин В. Н. Критерий образования гофра при формовке стального листа на кромкогибочном прессе SMSMeer // Молодой ученый. 2015. № 19 (99). С. 238243.
- Шинкин В. Н. Остаточные напряжения при экспандировании стальной трубы // Молодой ученый. 2015. № 20 (100). С. 8893.
- Шинкин В. Н. Разрушение стальных труб при дефекте «раскатанный пригар с риской» // Молодой ученый. 2015. № 22 (102). С. 213225.
- Шинкин В. Н. Гидроиспытания стальных труб на прочность на заводе. Труба с «донышками» // Молодой ученый. 2015. № 23 (103). С. 268276.
- Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. № 6. С. 171−174.
- Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Чернаяметаллургия. 2011. № 9. С. 4549.
- Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 6166.
- Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528531.
- Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
- Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 1112. P. 833840.
- Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMSMeer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 31. С. 6467.
- Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 41. С. 114119.
- Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 51. С. 96–99.
- Шинкин В. Н. Расчет усилий трубоформовочного пресса SMSMeer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 61. С. 115–118.
- Шинкин В. Н. Оценка усилий трубоформовочного пресса SMSMeer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 71. С. 7478.
- Шинкин В. Н., Барыков А. М. Сила давления пуансона трубоформовочного пресса SMSMeer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 81. С. 7883.
- Шинкин В. Н., Барыков А. М. Математический критерий перегиба стальной заготовки на трубоформовочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 91. С. 7377.
- Шинкин В. Н. Влияние остаточных напряжений на прочность металла при экспандировании стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 101. С. 153157.
- Шинкин В. Н., Барыков А. М. Гибка стального листа на вальцах трехвалковых // Актуальные проблемы гуманитарных и естественных наук. 2015. № 111. С. 252257.
- Шинкин В. Н., Барыков А. М. Правка толстой стальной полосы на пятироликовой листоправильной машине // Актуальные проблемы гуманитарных и естественных наук. 2015. № 111. С. 257262.
- Шинкин В. Н. Расчет кривизны стального листа при холодной правке на одиннадцатироликовой машине // Актуальные проблемы гуманитарных и естественных наук. 2015. № 121.
- Шинкин В. Н. Прочностные гидроиспытания стальных труб с заглушками на заводе // Актуальные проблемы гуманитарных и естественных наук. 2015. № 121.
- Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMSMeer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
- Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой листоправильной машине // В сборнике: Глобализация науки: проблемы и перспективы. Т. 2. Уфа: Башкирский государственный университет, 2014. С. 119121.
- Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
- Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
- Шинкин В. Н. Оценка критических давлений при разрушении стальных труб магистральных газонефтепроводов при несплавлении сварного соединения // Современная наука: актуальные проблемы теории и практики. Серия: Естественные и технические науки. 2015. № 56. С. 711.
- Шинкин В. Н. Математический критерий разрушения стальных толстостенных труб при дефекте раскатной пригар // Мир науки и инноваций. 2015. Т. 5. № 2 (2). С. 5764.
- Мазур И. И., Иванцов О. М. Безопасность трубопроводных систем. М: ИЦ «ЕЛИМА», 2004. 1104 с.
- Демченко В. Г., Демченко Г. В. Магистральные трубопроводы. Надежность. Условия работы и разрушений. М.: Недра, 2007. 304 с.
- Коршак А. А., Нечваль А. М. Проектирование и эксплуатация газонефтепроводов. СПб.: Недра, 2008. 488 с.
- Тетельмин В. В., Язев В. А. Магистральные нефтегазопроводы. Долгопрудный: Изд. Дом «Интеллект», 2010. 352 с.
