





В данной статье рассмотрен анализ процесса контроля качества изготовленной продукции на примере целлюлозно-бумажного предприятия, в результате рассматриваются функциональные модели. Выявлены проблемы и определяются пути решения процесса контроля качества. Разработано техническое решение программы для контроля качества бумажных изделий.
Статья актуальна на сегодняшний день, так как на многих целлюлозно-бумажных предприятиях контроль качества показателей проводится вручную лаборантами, тем самым делая процесс изготовления бумаги затратным по времени. При этом несвоевременное выявление возникающих отклонений показателя качества от нормативных значений может способствовать появлению брака, что приводит к неэффективному процессу контроля качества изготовленной бумажной продукции.
Целью статьи является продемонстрировать разработку проекта автоматизированной системы контроля качества, направленной на снижение трудоёмкости процесса оценки качества и повышение эффективности данного процесса.
Объектом анализа является процесс контроля качества на примере целлюлозно-бумажной промышленности. На данном объекте рассматриваются 3 основных показателя для контроля качества изготовленной бумаги: сорность, белизна и непрозрачность [4].
Процесс контроля качества начинается с отбора проб и заканчивается формированием отчета. Процесс контроля качества также включает в себя подготовку к испытаниям, проведение испытаний и обработку результатов. На рисунке 1 показан верхний уровень процесса контроля качества с помощью IDEF-методологии [1].
Для реализации процесса контроля качества требуются входные данные в виде неподготовленных образцов бумаги. На выходе процесса контроля качества бумаги составляется отчет о выполненной работе, протокол, и рекомендации на улучшение показателей и использованные образцы. Для управления процессом контроля качества используется методики вычисления сорности, вычисления белизны, вычисления непрозрачности и контроля качества, а также технические условия газетной бумаги. Процесс контроля качества газетной бумаги содержит в себе следующие ресурсы: измерительно-вычислительные приборы, фотометрический прибор, шаблон для определения сорности, черная подложка для расчета непрозрачности и дополнительные программные средства. При выполнении контроля качества задействованы кадры, а именно: лаборант и начальник цеха.
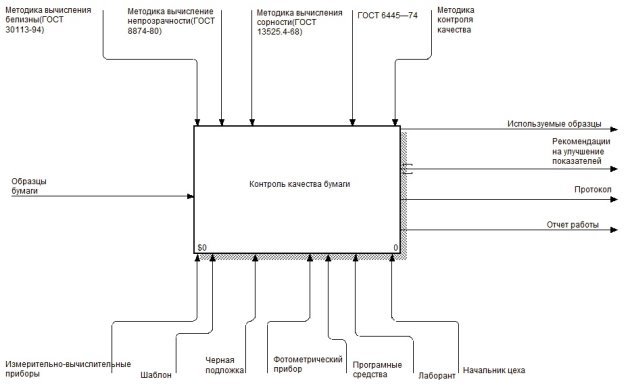
Рис. 1. Верхний уровень А0 процесса контроля качества
В результате работы был проведен структурный анализа процесса контроля качества бумажной продукции. С помощью IDEF-методологии декомпозируем одну из подфункций контроля качества представленную на рисунке 2. Проведение испытаний состоит из трех подфункций: расчет показателей, выключение оборудования и уборка рабочего места. На вход для расчета показателей поступают три подготовленных вида образцов. Затем после расчета показателя появляется использованное оборудование, которое необходимо выключить. Затем после выключения оборудования идет уборка рабочего места.
Как показывает структурный анализ всех подфункций контроля качества, основные проблемы контроля связаны с расчетом показателей [5]. Однако есть и ряд других актуальных проблем:
многофункциональный этап «подготовки к испытаниям» для определения показателя;
трудоёмкий процесс вычисления показателей;
большая погрешность расчета сорности [5];
временные затраты из-за расчета показателя сорности вручную;
несвоевременное выявление брака может способствовать появлению не соответствующей по нормам бумаги.
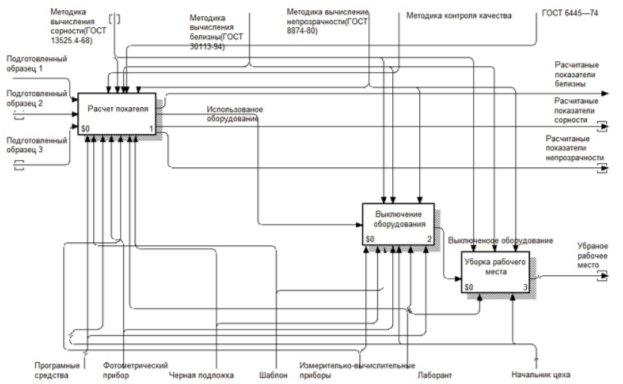
Рис. 2. Декомпозиция функции «проведение испытаний»
Для устранения этих недостатков предлагается разработать и внедрить автоматизированную систему контроля качества, которая будет рассчитывать ряд показателей и на выходе выдавать готовые результаты для сравнения их со значениями, регламентированными нормативно-технической документацией.
При разработке данной системы было проведено построение модели «как будет» с помощью IDEF-методологии. Представим на рисунке 3 одну из важнейших измененных подфункций процесса контроля качества. В данной функции идет три параллельных этапа: подготовка образцов для определения белизны, подготовка образцов для определения сорности, подготовка образцов для определения непрозрачности. На вход каждому поступает свои отобранные образцы. В результате подготовки на выходе получаем три вида подготовленных образцов для каждого испытания. На каждом этапе добавляется обратная связь для устранения возникших во время процесса ошибок. Если на этапе «запись показателя» ошибку обнаружили, то для каждого показателя идет сигнал о том, что необходимо перемерить данное значение. Этот сигнал обрабатывается с помощью специального блока системы менеджмента качества СМК. В данном блоке идет выявление причины ошибки и происходит отправка сигнала о повторном измерении показателя, так же вместе с этим сигналом подается документ, в котором указывается решение данной проблемы. Это позволяет избегать зацикливания обратной связи.
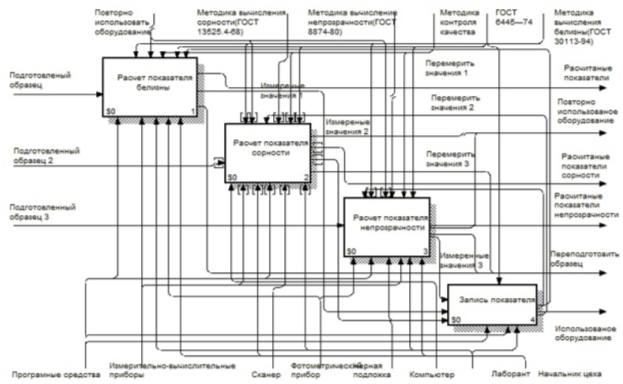
Рис. 3. Обновленная функция «расчет показателей»
После построение моделей предложено разработать ряд решений по обеспечению автоматизированной системы. Одним из важных видов обеспечения является разработка технического обеспечения. На рисунке 4 показана автоматизация процесса контроля качества.
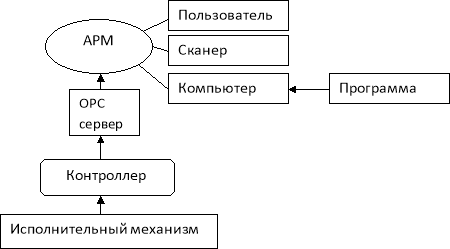
Рис. 4. Схема автоматизации процесса контроля качества
В состав автоматизированной системы входят следующие технические средства: база данных, высокоточный сканер, персональный компьютер с программой идентификации и контроллер для исполнительного механизма.
Также является важным разработка решений по информационному обеспечению. База данных системы выполнена в виде набора взаимосвязанных реляционных таблиц и вспомогательных объектов базы данных, обеспечивающих корректную обработку и хранение данных. Организаций данных на дисках и доступ к хранимой информации обеспечиваются средствами локальной сети и базы данных, входящих в состав программного обеспечения комплекса технических средств.
Перед созданием программного обеспечения в среде разработки MАTLАB, данные алгоритмы были разработаны и апробированы с помощью программы LаbVIEW. Сравнивая две среды разработки, можно сделать вывод о том, что более удобной средой разработки является среда моделирования MАTLАB, поскольку в ней более широко представлен функционал для анализа и коррекции изображений, чем в LаbVIEW. Также одним из достоинств системы MАTLАB можно отнести свободный доступ к необходимой литературе, например, по работе с инструментом ImаgePrоcessingTооlbоx. Подробнее о разработке данного программного обеспечения можно прочитать в других статьях автора.
В результате статьи рассмотрены функциональные модели процесса контроля качества бумажных изделий, выявлены проблемы и рассмотрены технические решения для предприятий целлюлозно-бумажной отрасли. Составлен проект и опытный образец автоматизированной системы контроля качества бумажной продукции для увеличения эффективности и уменьшение трудоёмкости данного процесса.
Литература:
- Бахтизин В. В., Глухова Л. А. Методология функционального проектирования IDEF0. — Минск: БГУИР, 2003. — 24 с.
- Фатхутдинов Р. А. Инновационный менеджмент 6-е изд., испр. И доп.– СПб.: 2008. — 448мис.
- Цешковский Э. В., Пиргач Н. С., Ерашкин Н. С. и др. Справочник по автоматизации целлюлозно-бумажных предприятий. — 3-е изд., перераб. и доп. — М.: Лесн. пром-сть, 1989. — 368 с.
- Фляте Д. М. Свойства бумаги.– М.: Лесная промышленность,1986.– 680 с.
- ГОСТ13525.4–68. Бумага и картон. Метод определения сорности. Введ. 01.01.1970. — М.: Изд-во стандартов, 2007. — 4 с.
