




Предложен критерий определения критического внутритрубного давления, при котором происходит упругопластическое разрушение стенки трубы при несплавлении внешней фаски сварного шва.
Ключевые слова: стальные сварные трубы большого диаметра, фаска сварного шва, критическое давление разрыва трубы.
Основные причины аварий магистральных трубопроводов. Среднее число инцидентов и аварий, приходящихся на 1000 км, составило в России за 1999−2009 гг. 0,06 отказов в год. На западноевропейских магистральных трубопроводах среднее число отказов за 1991−2006 гг. составило 0,32 отказа в год, на североамериканских − до 0,48. В США в 1,5 раза больше отказов из-за внешних воздействий. В Европе три наиболее важные причины возникновения аварий − внешние воздействия на трубопроводы (36 %), коррозия (29 %) и механические повреждения (24 %).

Рис. 1. Кромкогибочный пресс SMSMeer
Производство труб большого диаметра для магистральных трубопроводов. В отечественных магистральных трубопроводах используются трубы большого диаметра − прямошовные, двухшовные и спиральношовные (диаметром до 1420 мм) класса прочности до К65 по стандарту API различного способа изготовления.
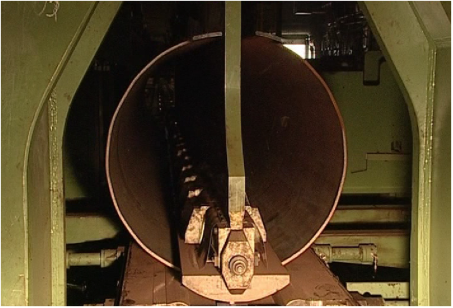
Рис. 2. Трубоформовочный пресс SMSMeer
Новейшими технологиями производства прямошовных одношовных сварных труб большого диаметра 1020 мм, 1220 мм и 1420 мм из сталей класса прочностей К38−К65 и Х42−Х80, с толщиной стенки до 52 мм и рабочим давлением до 22,15 МПа являются процессы формовки листа по схеме JСОE (рис. 13) фирмы SMS Meer [1−50], используемые российскими заводами − АО «ВМЗ», ЗАО «ИТЗ», ОАО «ЧТПЗ», а также заводами Германии и Китая.
Схема JCOE включает на первой стадии подгибку кромок листовой заготовки с толщиной стенки до 52 мм из стали с пределами текучести и прочности σт = 340−470 МПа и σв = 510−690 МПа на кромкогибочном прессе пошаговым способом одновременно с двух сторон. Формовка основной части профиля листовой заготовки осуществляется на трубоформовочном прессе пошаговым способом гибки участков от подогнутых кромок к середине профиля одновременно по всей длине заготовок и обеспечивает получение трубных заготовок незамкнутого О−профиля.
Далее осуществляется сборка трубы с помощью газовой сварки наружного шва трубы и четырех дуговой сварки внутреннего и внешнего швов трубы. После сварки необходимый диаметр трубы и улучшение поперечной округлости трубы достигаются с помощью экспандирования.
Механические дефекты производства труб из стального листа. Перед формовкой труб стальной лист правят на многороликовых листоправильных машинах [1, 2, 612]. Дефект образования гофра продольной кромки стального листа на кромкогибочном прессе изучался в работах [1, 2, 1725], вредное влияние остаточных напряжений в стенке стального листа после трубоформовочного пресса на процесс экспандирования трубы − в [1, 2, 31], дефект «точка перегиба» при изгибе стального листа на трубоформовочном прессе − в [1, 2, 32], дефект стального листа раскатной пригар с риской в [1, 2, 33].
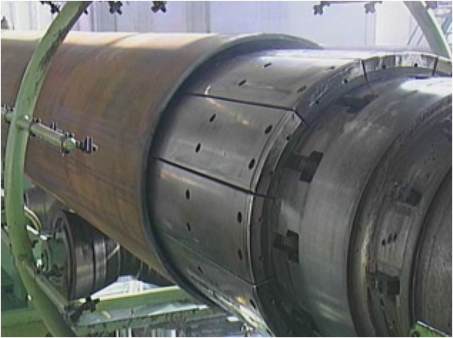
Рис. 3. Экспандер SMS Meer
Прочностной анализ разрушения труб при частичном несплавлении сварного шва. Пусть D, h и Δ − внешний диаметр трубы, толщина стенки трубы (h << D) и глубина несплавления сварного соединения на внутренней поверхности трубы (Δ < h); φ и s − угол и длина нижней фаски трубы.
Под действием внутреннего давления при гидроиспытаниях металл трубы в зоне несплавления заводского сварного шва испытывает сложное сопротивление: окружное растяжение, радиальное сжатие, изгиб относительно продольной линии сварного шва, а также концентрацию напряжений. По теории упругопластического течения и критерию прочности ТрескаСен-Венана внутренняя стенка труб начинает разрушаться в точке А (корне внутреннего сварного шва), когда максимальные касательные напряжения в точке А достигают половины предела прочности σв.
При несплавлении внешней фаски продольного сварного шва разрушение стальной трубы происходит при достижении критического внутритрубного давления
![]()
где μ = const ≥ 1 − безразмерный коэффициент, учитывающий концентрацию напряжений в зоне несплавления сварного шва.
Пример разрушения трубы. На рис. 4 и 5 показан разрыв стальной толстостенной трубы магистрального нефтепровода «Восточная Сибирь Тихий Океан» 10 июня 2009 г. в районе г. Алдана. Разрушение прямошовной двухшовной трубы (ОАО «Харцызский трубный завод») класса прочности К60, диаметра 1220 мм и с толщиной стенки 19 мм произошло при гидравлических испытаниях на трассе при достижении величины испытательного давления 109,8 кгс/см2. У разорванной трубы был обнаружен заводской дефект несплавления продольного сварного шва глубиной 4−5 мм.

Рис. 4. Вид разрыва трубы после гидроиспытаний на трассе
Прочностной анализ критических давлений разрушенной трубы. Для разорванной трубы D = 1220 мм, h = 19 мм, Δ = 4−5 мм, σв(трубы) ≤ 527 Н/мм2, σв(шва) ≤ 673 Н/мм2. Применяя критерий разрыва трубы при несплавлении сварного шва, получаем, что при глубине несплавления продольного сварного шва Δ = 3,2 мм и μ = 1 для основного металла трубы pshкритич = 82,993 кгс/см2, а для металла сварного продольного шва pshкритич = 105,985 кгс/см2. Результаты вычислений показывают, что разрушение трубы при гидроиспытаниях на трассе началось несколько раньше, чем испытательное давление в нефтепроводе достигло значения 109,8 кгс/см2.

Рис. 5. Вид сбоку разрыва трубы
Автор выражает благодарность научному руководителю, профессору, д.ф.-м.н. Владимиру Николаевичу Шинкину (НИТУ «МИСиС») за обсуждение статьи и ценные замечания.
Литература:
- Шинкин В. Н. Сопротивление материалов для металлургов. М: Изд. Дом МИСиС, 2013. 655 с.
- Шинкин В. Н. Механика сплошных сред для металлургов. М: Изд. Дом МИСиС, 2014. 628 с.
- Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. М: Изд. Дом МИСиС, 2008. 307 с.
- Шинкин В. Н. Теоретическая механика для металлургов. М: Изд. Дом МИСиС, 2012. 679 с.
- Буланов Э. А., Шинкин В. Н. Механика. Вводный курс. М.: БИНОМ. Лаборатория знаний, 2013. 172 с.
- Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 8 (88). С. 344349.
- Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы FagorArrasate // Молодой ученый. 2015. № 9 (89). С. 359365.
- Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 10 (90). С. 361366.
- Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMSSiemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
- Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 12 (92). С. 356–361.
- Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
- Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
- Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95). С. 222227.
- Шинкин В. Н. Критерий разрушения труб при дефекте раскатной пригар // Молодой ученый. 2015. № 16 (96). С. 261265.
- Шинкин В. Н. Дефект перегиба стальной заготовки на трубоформовочном прессе // Молодой ученый. 2015. № 17 (97). С. 318323.
- Шинкин В. Н. Подгибка кромок стального листа по эвольвенте // Молодой ученый. 2015. № 18 (98). С. 231237.
- Шинкин В. Н. Критерий образования гофра при формовке стального листа на кромкогибочном прессе SMSMeer // Молодой ученый. 2015. № 19 (99). С. 238243.
- Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
- Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110−112.
- Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
- Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 711.
- Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
- Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
- Шинкин В. Н., Коликов А. П. Упругопластическое формоизменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 5356.
- Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 4549.
- Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
- Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
- Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 6166.
- Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528531.
- Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
- Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
- Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
- Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте раскатной пригар с риской // Производство проката. 2012. № 12. С. 1924.
- Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 1112. P. 833840.
- Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки стальной горячекатаной рулонной полосы на пятироликовой машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2013. № 9. С. 4348.
- Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. 2014. № 5. С. 715.
- Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 2634.
- Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMSMeer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
- Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой листоправильной машине // В сборнике: Глобализация науки: проблемы и перспективы. Том 2. Уфа: Башкирский государственный университет, 2014. С. 119121.
- Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
- Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
- Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMSMeer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 31. С. 6467.
- Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 41. С. 114119.
- Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 51. С. 96–99.
- Шинкин В. Н. Расчет усилий трубоформовочного пресса SMSMeer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 61. С. 115–118.
- Шинкин В. Н. Оценка усилий трубоформовочного пресса SMSMeer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 71. С. 7478.
- Шинкин В. Н., Барыков А. М. Сила давления пуансона трубоформовочного пресса SMSMeer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 81. С. 7883.
- Шинкин В. Н., Барыков А. М. Математический критерий перегиба стальной заготовки на трубоформовочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 91. С. 7377.
- Шинкин В. Н. Влияние остаточных напряжений на прочность металла при экспандировании стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 101.
- Шинкин В. Н. Оценка критических давлений при разрушении стальных труб магистральных газонефтепроводов при несплавлении сварного соединения // Современная наука: актуальные проблемы теории и практики. Серия: Естественные и технические науки. 2015. № 56. С. 711.
